
Recomendados
Recomendados
Mais conteúdo relacionado
Semelhante a Moagem em moinhos rotativos
Semelhante a Moagem em moinhos rotativos (13)
Último
Último (8)
Moagem em moinhos rotativos
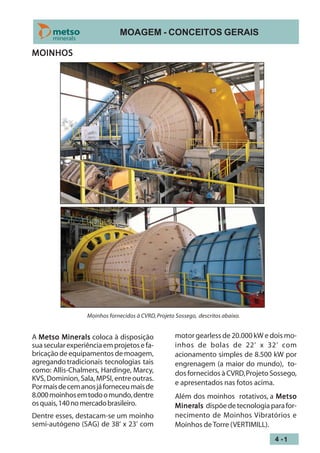
- 1. 1 4 - A Metso Minerals Metso Minerals Metso Minerals Metso Minerals Metso Minerals coloca à disposição suasecularexperiênciaemprojetosefa- bricaçãodeequipamentosdemoagem, agregandotradicionais tecnologias tais como: Allis-Chalmers, Hardinge, Marcy, KVS, Dominion, Sala, MPSI, entre outras. Pormaisdecemanosjáforneceumaisde 8.000moinhosemtodoomundo,dentre osquais,140nomercadobrasileiro. Dentre esses, destacam-se um moinho semi-autógeno (SAG) de 38’ x 23’ com MOAGEM - CONCEITOS GERAIS MOINHOS MOINHOS MOINHOS MOINHOS MOINHOS motor gearless de 20.000 kW e dois mo- inhos de bolas de 22’ x 32’ com acionamento simples de 8.500 kW por engrenagem (a maior do mundo), to- dos fornecidos à CVRD,Projeto Sossego, e apresentados nas fotos acima. Além dos moinhos rotativos, a M M M M Metso etso etso etso etso M M M M Miner iner iner iner inerals als als als als dispõedetecnologiaparafor- necimento de Moinhos Vibratórios e Moinhos deTorre (VERTIMILL). Moinhos fornecidos à CVRD,Projeto Sossego, descritos abaixo.
- 2. 2 4 - MOAGEM - CONCEITOS GERAIS MOAGEM - CONCEITOS GERAIS MOAGEM - CONCEITOS GERAIS MOAGEM - CONCEITOS GERAIS MOAGEM - CONCEITOS GERAIS Pode-se definir “moagem” como um processo de cominuição, no qual o ma- terial é fragmentado, ou reduzido de tamanho,entre duas superfícies móveis que não possuem entre si qualquer su- jeição mecânica. Grande parte da moagem industrial é realizada pelos chamados “moinhos rotativos” que são basicamente cilin- dros rotativos revestidos internamente com placas de desgaste, dentro dos quais os “corpos moedores” (bolas, barras, “pebbles” ou “cylpebs”) se mo- vem livremente, ao realizar seu traba- lho de cominuição sobre o material a moer. Estes corpos moedores são ele- vados pela rotação do moinho até uma determinada altura,caindo então sobre as placas de revestimentos. A ação que motiva a quebra do mate- rial é o resultado da combinação da queda dos corpos moedores sobre o revestimento do moinho, do escorregamento dos mesmos corpos moedores sobre esse revestimento e, finalmente, o impacto ou escorregamento dos corpos moedores entre si. A ação de queda chamada “cascata” ou “catarata” , conforme a rotação do moinho seja mais lenta ou mais rápi- da provoca a quebra do material por impacto, enquanto a ação de escorregamento origina a moagem por atrito. Encontrar o devido equilíbrio entre estas duas ações de cominuição é a questão fundamental da moagem em moinhos rotativos. TIPOS DE PROCESSOS DE MOAGEM TIPOS DE PROCESSOS DE MOAGEM TIPOS DE PROCESSOS DE MOAGEM TIPOS DE PROCESSOS DE MOAGEM TIPOS DE PROCESSOS DE MOAGEM Os processos de moagem são usualmen- te classificados em dois grupos: • Moagem em via úmida • Moagem em via seca VIA ÚMIDA VIA ÚMIDA VIA ÚMIDA VIA ÚMIDA VIA ÚMIDA É o processo no qual o material é mis- turado à entrada do moinho com uma quantidade suficiente de água, de modo a formar um “pasta” ou “polpa” . As pastas ou polpas são referidas em termos de porcentagem de sólidos na polpa ou de porcentagem de água, sempre expressas em peso. A moagem por via úmida requer ape- nas 77% da potência para o mesmo material e granulometria (de alimen- tação e do produto) que seria neces- sária em via seca, o que é fácil de se entender pela ação lubrificante e transportadora da água. Todavia o consumo de corpos moedores e revestimentos é 5 a 7 vezes o obtido por via seca. Este con- siderável desgaste é devido à corrosão, oxidação e falta de recobrimento dos corpos moedores e das placas que estão continuamente expondo novas superfícies metálicas ao desgaste. Apesar de todos estes inconvenientes, a moagem por via úmida apresenta dois fatores altamente positivos: • Facilidade de controle, uma vez que a operação de moagem pode ser con- trolada pela densidade da polpa e pelo nível da descarga do moinho. • A moagem por via úmida não neces- sita de coletores de pó, podendo-se manter os níveis de poluição da insta- lação nos melhores padrões sem recor- MOAGEM - CONCEITOS GERAIS
- 3. 3 4 - MOAGEM - CONCEITOS GERAIS rer a equipamentos sofisticados e de manutenção dispendiosa. VIA SECA VIA SECA VIA SECA VIA SECA VIA SECA É aplicada quando: - Os processos subseqüentes são a seco, e o produto final deve ser fornecido seco. - Se torna difícil ou oneroso remover o líquido usado para realizar a moagem a úmido. - O material reage com a água, forman- do produtos indesejáveis. CIRCUITOS DE MOAGEM CIRCUITOS DE MOAGEM CIRCUITOS DE MOAGEM CIRCUITOS DE MOAGEM CIRCUITOS DE MOAGEM Basicamente, existem dois tipos de cir- cuitos de moagem: • CIRCUITO ABERTO • CIRCUITO FECHADO CIRCUITO ABERTO CIRCUITO ABERTO CIRCUITO ABERTO CIRCUITO ABERTO CIRCUITO ABERTO A moagem em circuito aberto é feita em moinho que recebe pelo lado da alimentação o material a moer e forne- ce pelo lado da descarga o produto, em uma só passagem pelo moinho. Trabalham em circuito aberto, usual- mente, os seguintes moinhos: • Praticamente todos os moinhos de barras; • Muitos moinhos de materia prima (cru) da indústria do cimento pelo processo VIA ÚMIDA (chamados correntemente de moinhos de pasta); • Moinhos usados em processos em que a remoção da água do produto classifi- cado seja ineficiente ou anti-econômi- ca; • Moinhos que não dispõem de siste- ma de classificação ou em que o custo do mesmo torne o processo inviável economicamente; • Moinhos nos quais a produção de ma- teriais extremamente finos não seja pre- judicial e também seja permitido algum resíduo acima do tamanho especifica- do (“Tramp oversize”). CIRCUITO FECHADO CIRCUITO FECHADO CIRCUITO FECHADO CIRCUITO FECHADO CIRCUITO FECHADO A moagem em circuito fechado é aquela em que a descarga é conduzida a um dispositivo de classificação e o“oversize” retornado ao moinho. Neste tipo de circuito, portanto, uma determinada partícula do material pode realizar várias passagens através do mo- inho, até alcançar o tamanho desejado do produto final. O“oversize”retornado ao moinho é cha- mado carga circulante, que é usual- mente referida em porcentagem sobre a alimentação nova do moinho. TIPOS DE MOINHOS R TIPOS DE MOINHOS R TIPOS DE MOINHOS R TIPOS DE MOINHOS R TIPOS DE MOINHOS RO O O O OT T T T TA A A A ATIV TIV TIV TIV TIVOS OS OS OS OS Costumam ser classificados a partir da natureza dos seus corpos moedores. São os seguintes os tipos principais: • Moinhos de barras • Moinhos de bolas • Moinhos “Compeb” (“Compartment Mills” ou moinhos de várias câmaras) • Moinhos“Ballpeb”(também chamados de “Tube Mills” ou simplesmente moi- nhos tubulares, genericamente) • Moinhos“Rodpeb”(Moinhos combina- dos barras/bolas, ou seja, combinação de dois tipos: “Rod” e “Ballpeb”) • “Pebble Mills” (Moinhos de seixos ou sílex,englobando os que usam“cylpebs” metálicos) • Moinhos autógenos
- 4. 4 4 - MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE BARR ARR ARR ARR ARRAS AS AS AS AS Moinhos de barras 15’ x 20’, 2200 hp, Mineração Taboca/Mamoré, Projeto Rocha Sã (os maiores moinhos de barras do mundo) São moinhos aplicados para moagem grosseira, fornecendo produtos desde 100% passante em 4 mesh até 100% passante em 28 mesh e podem ser usa- dos tanto em via úmida como em via seca. Basicamente é uma máquina para cir- cuito aberto. A taxa de redução é limi- tada, sendo entre 4:1 e 8:1 para descar- ga periférica central até valores de re- dução entre 15:1 e 20:1 para“overflow” ou descarga periférica de topo. Para determinadas aplicações, podem- se conseguir taxas de redução maiores, mas, nestes casos, o moinho irá operar com baixa eficiência. A alimentação recomendada é 80% passante na malha 3/4” ou mais fina, podendo chegar até 80% passante na malha 3/8” . As barras devem ter sempre compri- mento 6” menor que o comprimento efetivo de moagem do moinho. Em moinhos de barras usam-se três ti- pos principais de descarga: a)- Descarga periférica central - para moagem grosseira, usada em via seca ou úmida. b)- Descarga periférica de topo - usada quase sempre em via seca. Não inte- ressa muito o seu uso em via úmida, pois os produtos obtidos são idênticos aos de um moinho “overflow” . c)- Descarga “overflow” (transborda- mento através do furo do munhão da tampa da descarga),usada apenas para via úmida. O nível da descarga da pol- pa situa-se normalmente 2”a 4”abaixo do nível da abertura da alimentação, o que permite um leve gradiente no es- coamento da polpa. MOAGEM - CONCEITOS GERAIS
- 5. 5 4 - MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE BARR ARR ARR ARR ARRAS - AS - AS - AS - AS - TIPOS E C TIPOS E C TIPOS E C TIPOS E C TIPOS E CAR AR AR AR ARA A A A ACTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTICAS AS AS AS AS Obs.: relação comprimento / diâmetro (L/D) mínimo = 1,25:1. O comprimento das barras deve ser 6” menor que o comprimento do moinho internamente aos revestimentos. e d s o j n a r r A a g r a c s e d w o l f r e v O o p o t e d a c i r é f i r e P l a r t n e c a c i r é f i r e P m e g a o m e d o s s e c o r P a d i m ú a i v e t n e m o S a d i m ú e a c e s a i V a d i m ú e a c e s a i V o ã ç u d e r e d a x a T a m i x á m 1 : 0 2 - 5 1 1 : 5 1 - 2 1 1 : 8 - 4 a c i p í t a i r t e m o l u n a r G o t u d o r p e d h s e m 5 3 - 0 1 h s e m 2 1 - 4 h s e m 6 - 3 e d a d i c a p a C l a m r o N l a m r o N a l p u D - a c i p í t e d a d i c o l e V a c i t í r c . c o l e v e d ) % ( % 5 6 - 0 6 % 0 7 - 5 6 % 0 7 - 5 6 MOAGEM - CONCEITOS GERAIS Descarga por overflow Descarga periférica de topo
- 6. 6 4 - MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS Esta é a designação genérica dos moi- nhos rotativos que usam esferas de aço fundido ou forjado ou ainda ferro fundi- docomocorposmoedores,emboratam- bém caibam nesta designação os que empregam pequenos cilindros (“cylpebs”), ou outros corpos de forma especial. São chamados“moinhos de bolas” ,mais especificamente, aqueles que possuem uma só câmara de moagem e em que o comprimentoútildessacâmaraémenor que o dobro do seu diâmetro. Podem ser usados para via úmida ou via seca e a maioria das suas aplicações en- volve o uso de circuito fechado de moa- gem, uma vez que, sendo o seu compri- mento curto, não há controle do tama- nhomáximodoprodutoatravésdaope- ração dentro do moinho propriamente dito. Ostamanhosdasbolassãoselecionados apartirdotamanhodaalimentaçãoedo “work index” do material. Como regra grosseira pode-se adotar a seguinte: o maior tamanho de bola deve ser 4 a 5 vezes o tamanho da alimentação. O moinho de bolas deve iniciar a sua operação como uma carga de bolas escalonada,istoé,comváriostamanhos debolasabaixodotamanhomáximode bola obtido pelo cálculo. Dependendo dos desgastes e características de moa- gem, a reposição das bolas deve ser feita apenas com o maior tamanho de bola usado para a carga inicial, ou no máximo incluir um ou dois tamanhos abaixo deste. MOAGEM - CONCEITOS GERAIS Moinhos de bolas 20’ x 34,5’,acionamento duplo de 8.500 hp, CVRD,Mina de Carajás, PA
- 7. 7 4 - MOAGEM - CONCEITOS GERAIS A experiência demonstra que a redução de diâmetro de qualquer bola é a mes- ma, independente do valor do seu diâ- metro, isto é, se um moinho contém bo- las de 3” ,2”e 1” ,elas perderão com o uso 1/8”nodiâmetrodequalquerdelas,num mesmo intervalo de tempo. Os moinhos de bolas são essencialmen- teunidadesdemoagemfina,capazesde fornecer produtos desde 80% passante na malha de 35 mesh até extremamen- tefinos,passantesemmalhasdepoucos mícrons. A sua alimentação varia consideravel- mente, podendo chegar a tão grosso como 80% passante 3/4” .Normalmen- te, é recomendável que a alimenta- ção não exceda 80% passante 3/8” a 1/2” . Para produto mais fino, é reco- mendável abaixar esses valores de alimentação. Aalimentação ideal para um moinho de bolas é a de 80% passante em malha de 14 a 20 mesh. Geralmente a preparação da alimen- tação de um moinho de bolas é feita por moinhos de barras ou britadores (terciários ou quaternários ).
- 8. 8 4 - MOINHOS DE BOL MOINHOS DE BOL MOINHOS DE BOL MOINHOS DE BOL MOINHOS DE BOLAS - AS - AS - AS - AS - TIPOS E C TIPOS E C TIPOS E C TIPOS E C TIPOS E CAR AR AR AR ARA A A A ACTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTICAS AS AS AS AS MOAGEM - CONCEITOS GERAIS Descarga por overflow Descarga por diafragma e d s o j n a r r A a g r a c s e d w o l f r e v O a m g a r f a i D o d a t n e m i t r a p m o C m e g a o m e d o s s e c o r P a d i m ú a i v e t n e m o S a d i m ú u o a c e s a i V a d i m ú u o a c e s a i V o t i u c r i C o d a h c e f e t n e m l a u s U o d a h c e F o t r e b a u o o d a h c e F o c i p í t o t u d o r P h s e m 0 0 2 - o n i F a i v ( o i r á i d e m r e t n I h s e m 0 0 1 - 5 6 ) a d i m ú ) a c e s a i v ( o n i F h s e m 5 2 3 o n i F h s e m 5 2 3 - 0 5 1 o m i x á m o h n a m a T o ã ç a t n e m i l a a d h s e m 4 1 - 0 1 " 2 / 1 < " 2 / 1 < D / L o ã ç a l e R 1 : 5 , 1 - 1 1 : 5 , 1 - 1 1 : 0 , 5 - 5 , 3 : . r e b A . c r i C 1 : 5 , 3 - 5 , 2 : . h c e f . c r i C - a c i p í t e d a d i c o l e V a c i t í r c . c o l e V a d ) % ( % 0 7 - 5 6 % 8 7 - 8 6 % 5 7 - 5 6 : a d i m ú a i V % 8 7 - 0 7 : a c e s a i V a g r a c e d e m u l o V % 0 4 - 5 3 ) % 5 3 l e v í r e f e r p ( % 0 4 - 5 3 % 0 4 - 0 3
- 9. 9 4 - MOINHOS C MOINHOS C MOINHOS C MOINHOS C MOINHOS COMPEB OMPEB OMPEB OMPEB OMPEB São moinhos combinados de barras (no 1º compartimento) e de bolas (no 2º comparti- mento).Trabalham em via úmida ou seca e em circuito aberto. Sãomoinhosdeváriascâmaras,comgrelhaentreelaseempregandosemprediafragmas dedescarga. MOINHOS R MOINHOS R MOINHOS R MOINHOS R MOINHOS RODPEB ODPEB ODPEB ODPEB ODPEB MOAGEM - CONCEITOS GERAIS
- 10. 10 4 - MOINHOS BALLPEB MOINHOS BALLPEB MOINHOS BALLPEB MOINHOS BALLPEB MOINHOS BALLPEB Também conhecidos por “tube mills” , são moinhos de bolas longos com L/D = 2 ou mais, recebendo alimentação já fina (80% passante em malha de 14 ou 20 mesh) e fornecendo produtos mui- to finos (80% passante em malha de 200 mesh ou mais finos). Usam bolas pequenas, e podem ter 1 ou 2 compar- timentos, no último caso quando L/D = 2,5 ou 3. PEBBLE MILLS PEBBLE MILLS PEBBLE MILLS PEBBLE MILLS PEBBLE MILLS Tratam-se de moinhos revestidos com placas de pedra de sílex ou de cerâmi- ca, usando seixos ou esferas de sílex ou cerâmica como corpos moedores (“pebbles”). Giram usualmente a 75% da velocidade crítica ou mais,e são car- regados a 35 - 40% do volume. São empregados quando não pode haver contaminação metálica no pro- duto. MOINHOS A MOINHOS A MOINHOS A MOINHOS A MOINHOS AUTÓGENOS E SEMI- UTÓGENOS E SEMI- UTÓGENOS E SEMI- UTÓGENOS E SEMI- UTÓGENOS E SEMI- A A A A AUTÓGENOS UTÓGENOS UTÓGENOS UTÓGENOS UTÓGENOS Baseiam-se num princípio muito anti- go,agora atualizado,ou seja,o de moer empregando o próprio material como corpo moedor,usando para isso alguns blocos de grandes dimensões e elimi- nando, tanto quanto possível , a maior parte dos corpos moedores de aço ou ferro fundido. Os materiais mais granulares são os mais aptos para a moagem autógena, reduzindo também a produção de material extremamente fino. A falta de blocos grandes conjugada, por vezes, com a presença de tama- nhos intermediários duros, pode con- duzir a uma situação crítica que se poderá descrever como “material muito fino para ele próprio moer e muito grosso para ser moído” . Em determinadas circunstâncias, tor- na-se necessário adicionar algumas bolas de 5” e 6” a um moinho autógeno primário (variando a adição entre 5% e 20% do volume do moinho) para su- plantar a falta da quantidade suficien- te de blocos maiores. O moinho é cha- mado de SEMI-AUTÓGENO, nesse caso. Modernamente, usa-se também uma britagem (intercalada no circuito do moinho) para quebra de corpos críticos, denominados “pebbles” . Moinho SAG 36’ x 17’, 16000 hp, motor Gearless MOAGEM - CONCEITOS GERAIS
- 11. 11 4 - ARRANJOS DE ALIMENTAÇÃO SPOUT FEEDER (BICA DE ENTRADA) DRUM FEEDER (TAMBOR) SCOOP FEEDER (PESCADOR) Usado em via úmida, permite alimentação adequada mesmo quan- do não existe elevação do material acima da li- nha de centro do moi- nho. Garante fluxo eficien- te do material, tanto em via úmida como seca,necessitando al- tura de elevação sufi- ciente do material. Usados em via úmida para alimentação pro- veniente de níveis bem abaixo da linha de cen- tro do moinho, (por exemplo, quando fo- rem usados classifica- dores espirais). SAND WHEEL (RODA DE CANECAS) Geralmente usado em con- junto com um spout feeder comafinalidadedeimpedir o refluxo da polpa. SCOOP DUPLO SCOOP-DRUM COMBINADOS MOAGEM - CONCEITOS GERAIS
- 12. 12 4 - MOINHOS MOINHOS MOINHOS MOINHOS MOINHOS VIBR VIBR VIBR VIBR VIBRA A A A ATÓRIOS TÓRIOS TÓRIOS TÓRIOS TÓRIOS Câmara de moagem Mecanismo vibratório excêntrico Conexão flexível da alimentação Motor de acionamento Correia sincronizadora Acoplamentos elásticos Motor de acionamento Conexão flexível dasaída Mecanismo vibratório excêntrico Apoios por molas Estrutura de aço C C C C CAR AR AR AR ARA A A A ACTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTICAS PRINCIP AS PRINCIP AS PRINCIP AS PRINCIP AS PRINCIPAIS AIS AIS AIS AIS - alta eficiência devido ao movimento circular em alta rotação junto com a vibração, conferindo 30 a 40% a mais de energia à moagem. - alto enchimento de bolas (80%) com intenso impacto/atrito/cisalhamento. - utilizado com circuito aberto ou fe- chado, via seca ou úmida. - baixo tempo de retenção (30-40 segundos) minimizando o “overgrinding” . - aplicações em metais (ligas),abrasivos (sílica),agregados (areias),pigmentos de tinta e outros. - baixo custo operacional e de instala- ção. - ocupa pouco espaço. - 2 modelos disponíveis: 1518 - 15”de diâmetro x 18”de com- primento - 2 x 7,5 hp 3034 - 30”de diâmetro x 34”de com- primento - 2 x 50 hp MOAGEM - MOINHOS VIBRATÓRIOS
- 13. 13 4 - INTR INTR INTR INTR INTRODUÇÃO ODUÇÃO ODUÇÃO ODUÇÃO ODUÇÃO Somente nos EUA, calcula-se que os equipamentos de cominuição consu- mam 32 bilhões de kWh. Grande por- centagem dessa energia vai para apli- cações de moagem fina. Quando esta ocorre em moinhos cilíndricos horizon- tais, a geração de ruído e calor indese- jáveis desperdiça energia valiosa. O VERTIMILL® , com um princípio de funcionamento totalmente diferente dos moinhos horizontais, torna-se uma alternativa eficiente em economia de energia para aplicações de moagem fina por via úmida. V V V V VANT ANT ANT ANT ANTA A A A AGENS GENS GENS GENS GENS Quando comparado com um moinho horizontal, o VERTIMILL® apresenta as seguintes vantagens: - Maior aproveitamento da energia - Menos geração de finos - Menos ruído - geralmente abaixo de 85dB - Menores custos operacionais - Menos peças móveis MOAGEM - MOINHOS VERTICAIS (VERTIMILLS) - Menos tempo de parada para manu- tenção - Menores custos de instalação - Exige menos espaço de piso - Fundação simples - Maior segurança durante funcionamen- to APLICAÇÕES APLICAÇÕES APLICAÇÕES APLICAÇÕES APLICAÇÕES O VERTIMILL® mói o material de alimen- tação, abaixo de 1/4 de polegada, ge- rando produto na faixa de 200 mesh (74 microns) a 2 microns ou ainda mais fino.Pode-se usar o VERTIMILL® em apli- cações contínuas ou intermitentes em circuito aberto ou fechado. Nossa linha padrão vai de 20 hp até 1500 hp com capacidades até 100 tph. Originalmente, projetou-se o VERTIMILL® para aplicações de moa- gem fina. Testes posteriores e instala- ções bem sucedidas demonstraram a versatilidade deste moinho, constituin- do ótima opção para: - M - M - M - M - Moagem fina e ultr oagem fina e ultr oagem fina e ultr oagem fina e ultr oagem fina e ultra-fina a-fina a-fina a-fina a-fina - M - M - M - M - Moagem pr oagem pr oagem pr oagem pr oagem primár imár imár imár imária ia ia ia ia Moinhos Vertimills VTM 1500WB fornecidos à CVRD, Projeto Sossego
- 14. 14 4 - MOAGEM - MOINHOS VERTICAIS (VERTIMILLS) - Moagem secundária - Moagem secundária - Moagem secundária - Moagem secundária - Moagem secundária - C - C - C - C - Conc onc onc onc oncen en en en entr tr tr tr trados de r ados de r ados de r ados de r ados de re-moagem e-moagem e-moagem e-moagem e-moagem - M - M - M - M - Moagem de c oagem de c oagem de c oagem de c oagem de calcár alcár alcár alcár alcário io io io io Para a moagem fina de reagente calcário,a partir de alimentação de 3/4” , o sistema ideal consiste em um britador seguido de um VERTIMILL®. - Hidr - Hidr - Hidr - Hidr - Hidra a a a atação de c tação de c tação de c tação de c tação de cal al al al al O VERTIMILL® constitui excelente equi- pamento para hidratação de cal, pro- duzindo cal hidratada fina, não empedrada, homogênea, de assenta- mento lento, numa operação simples e de estágio único. - C - C - C - C - Car ar ar ar arvão pur vão pur vão pur vão pur vão purific ific ific ific ificado e pr ado e pr ado e pr ado e pr ado e prepar epar epar epar eparação de ação de ação de ação de ação de p p p p polpa de c olpa de c olpa de c olpa de c olpa de car ar ar ar arvão/água e c vão/água e c vão/água e c vão/água e c vão/água e car ar ar ar arvão/óleo vão/óleo vão/óleo vão/óleo vão/óleo Para a purificação de carvão pulveriza- do e para queima, o VERTIMILL® gera um produto ultra-fino, de melhor com- bustão e emissão reduzida de cinzas voláteis e SOf2 . PRINCÍPIO DE OPER PRINCÍPIO DE OPER PRINCÍPIO DE OPER PRINCÍPIO DE OPER PRINCÍPIO DE OPERAÇÃO AÇÃO AÇÃO AÇÃO AÇÃO Os corpos moedores, tais como bolas de aço e seixos cerâmicos ou naturais, são agitados por uma espira de rosca dupla suspensa (ou agitador de carga). O material de alimentação e água são introduzidos por uma abertura na par- te superior do VERTIMILL®. Uma bom- ba centrífuga externa de reciclagem cria uma aceleração ascendente, pré- determinada, que provoca a classifica- ção de partículas na parte superior do corpo do moinho. A pré-classificação e Acoplamento de baixa velocidade Mancal de escora Eixo de acionamento Bica de alimentação Corpo superior Corpo inferior Roscas com revestimento Motor e redutor Entrada de bolas Curva de saída de produto Tanque separador Acionador da válvula dardo Bomba de reciclagem Dreno Mangote de reciclagem
- 15. 15 4 - MOAGEM - MOINHOS VERTICAIS (VERTIMILLS) a remoção de granulometria de produ- to na alimentação reduzem a remoagem desnecessária e aumentam a eficiência. As partículas minúsculas sobem, ao passo que as maiores são arrastadas para os corpos moedores, sendo moídas. A moagem ocorre por atrito/abrasão.A pressão relativamente alta entre os cor- pos moedores e as partículas a serem moídas contribui para melhorar a efici- ência de moagem. Por haver maior pressão entre os corpos moedores e menor geração de calor e ruído, o VERTIMILL® consome menos energia do que o moinho horizontal para rea- lizar o mesmo trabalho. Os corpos moedores preenchem a par- te inferior do corpo do moinho, exceto no pequeno espaço logo abaixo das roscas.Quando se utilizam bolas de aço, a altura típica da camada de moagem é de 6 a 8 pés.O material é levado para cima pelas roscas e se precipita no es- paço existente entre as extremidades das roscas e o diâmetro interior do cor- po do moinho. A polpa transborda para fora do corpo do moinho e se deposita num tanque separador, equipado com válvula tipo dardo e dispositivos de controle que dividem a polpa em fluxo de processo e fluxo de reciclagem. O fluxo de reciclagem é controlado para criar uma aceleração ideal ascendente no corpo do moinho, destinada a uma aplicação específica de moagem. O fluxo de pro- cesso se torna produto acabado ou ali- menta um sistema externo de classifi- cação. MA MA MA MA MATERIAIS MOÍDOS C TERIAIS MOÍDOS C TERIAIS MOÍDOS C TERIAIS MOÍDOS C TERIAIS MOÍDOS COM SUCESSO OM SUCESSO OM SUCESSO OM SUCESSO OM SUCESSO NO NO NO NO NO VER VER VER VER VERTIMILL® TIMILL® TIMILL® TIMILL® TIMILL® Alumina hidratada Argila Aragonita Areia ferrosa Areia siliciosa Barita Bauxita calcinada Cal (hidratação) Calcário Calcita Carbonato de cálcio Carvão em água Carvão em óleo Caulina Cerâmica Cobre-molibdênio Concentrado de chumbo Concentrado de cobre Concentrado de magnetita Concentrado de molibdênio Concentrado de zinco Coque de petróleo Coque em óleo Dióxido de manganês Enxofre Escória Escória de alto forno Escória de cobre Ferrita Ferrita-estrôncio Ferro liga Ferro-manganês Fósforo vermelho Grafite Mármore Minério de chumbo-zinco Minério de cobre Minério de cobre-chumbo-zinco Minério de manganês Minério de ouro Minério de zinco-chumbo Molibdenite Óxido de alumínio Óxido de ferro Óxido de magnésio
- 16. 16 4 - o l e d o M m m H ) . l o p ( m m L ) . l o p ( m m W ) . l o p ( o d a i c n ê t o P p h / W k r o t o m ) o i d é m ( o s e P . n o t B W - 5 1 - M T V ) 8 7 2 ( 0 6 0 7 ) 0 6 ( 0 2 5 1 ) 2 5 ( 0 2 3 1 5 1 / 1 1 5 , 5 B W - 0 2 - M T V ) 3 8 2 ( 0 8 1 7 ) 0 6 ( 0 2 5 1 ) 2 5 ( 0 2 3 1 0 2 / 5 1 9 , 5 B W - 0 4 - M T V ) 4 9 2 ( 0 6 4 7 ) 0 7 ( 0 8 7 1 ) 0 6 ( 0 2 5 1 0 4 / 0 3 2 , 8 B W - 0 6 - M T V ) 9 9 2 ( 0 0 6 7 ) 0 7 ( 0 8 7 1 ) 0 6 ( 0 2 5 1 0 6 / 5 4 8 , 8 B W - 5 7 - M T V ) 1 1 3 ( 0 0 9 7 ) 7 7 ( 0 6 9 1 ) 7 6 ( 0 0 7 1 5 7 / 6 5 5 , 2 1 B W - 5 2 1 - M T V ) 5 6 3 ( 0 7 2 9 ) 5 0 1 ( 0 7 6 2 ) 1 9 ( 0 1 3 2 5 2 1 / 3 9 9 , 7 1 B W - 0 5 1 - M T V ) 5 8 3 ( 0 8 7 9 ) 5 0 1 ( 0 7 6 2 ) 1 9 ( 0 1 3 2 0 5 1 / 2 1 1 6 , 9 1 B W - 0 0 2 - M T V ) 5 8 3 ( 0 8 7 9 ) 5 0 1 ( 0 7 6 2 ) 1 9 ( 0 1 3 2 0 0 2 / 0 5 1 5 , 0 2 B W - 0 5 2 - M T V ) 0 8 3 ( 0 5 6 9 ) 4 4 1 ( 0 6 6 3 ) 5 2 1 ( 0 8 1 3 0 5 2 / 6 8 1 8 , 3 3 B W - 0 0 3 - M T V ) 0 8 3 ( 0 5 6 9 ) 4 4 1 ( 0 6 6 3 ) 5 2 1 ( 0 8 1 3 0 0 3 / 4 2 2 7 , 5 3 B W - 0 0 4 - M T V ) 6 4 4 ( 0 2 3 1 1 ) 4 5 1 ( 0 1 9 3 ) 3 3 1 ( 0 8 3 3 0 0 4 / 8 9 2 7 , 2 5 B W - 0 0 5 - M T V ) 5 7 4 ( 0 7 0 2 1 ) 2 5 1 ( 0 6 8 3 ) 9 4 1 ( 0 8 7 3 0 0 5 / 3 7 3 1 , 6 6 B W - 0 5 6 - M T V ) 3 8 4 ( 0 7 2 2 1 ) 8 2 1 ( 0 5 2 3 ) 2 5 1 ( 0 6 8 3 0 5 6 / 5 8 4 6 , 2 8 B W - 0 0 8 - M T V ) 0 3 5 ( 0 6 4 3 1 ) 0 4 1 ( 0 6 5 3 ) 0 6 1 ( 0 6 0 4 0 0 8 / 7 9 5 4 , 0 0 1 B W - 0 0 0 1 - M T V ) 0 3 5 ( 0 6 4 3 1 ) 4 4 1 ( 0 6 6 3 ) 8 6 1 ( 0 7 2 4 0 0 0 1 / 6 4 7 1 , 6 1 1 B W - 0 5 2 1 - M T V ) 0 3 5 ( 0 6 4 3 1 ) 1 6 1 ( 0 9 0 4 ) 8 7 1 ( 0 2 5 4 0 5 2 1 / 2 3 9 4 , 5 2 1 B W - 0 0 5 1 - M T V ) 1 6 5 ( 0 5 2 4 1 ) 1 6 1 ( 0 9 0 4 ) 8 7 1 ( 0 2 5 4 0 0 5 1 / 9 1 1 1 4 4 1 MOAGEM - MOINHOS VERTICAIS (VERTIMILLS) C C C C CAR AR AR AR ARA A A A ACTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTIC CTERÍSTICAS DE PR AS DE PR AS DE PR AS DE PR AS DE PROJET OJET OJET OJET OJETO O O O O O projeto modular do VERTIMILL® per- mite diversos arranjos de montagem utilizando os componentes padrão. A parte superior pode ser girada, parafu- so por parafuso,para se ajustar aos seus requisitos específicos de layout. A porta no corpo do moinho se abre com muito pouco esforço. Um macaco Pó calcário Resíduos auríferos Resíduos de alcatrão Rocha fosfática Sal Sal em pedra Sedimentos de alcatrão Sedimentos oleosos Sericita Sílica Talco Urânio manual na dobradiça inferior da porta auxilia a abertura e fechamento da por- ta, mantém a porta em plano vertical quando aberta e evita seu desalinhamento. Acha-se disponível, sob encomenda, um sistema hidráulico, composto de quatro macacos, um em cada canto da porta, que permite que a porta seja “destaca- da” . O interior do corpo do moinho é prote- gido do desgaste por revestimento mag- nético Orebed.Esses“ladrilhos”magné- ticos atraem e seguram os corpos moedores, os quais passam a servir tam- bém de superfície protetora contra des- gaste. As peças de desgaste primárias são pla- cas metálicas especiais parafusadas às roscas. Normalmente, essas peças são trocadas em intervalos de seis a doze meses.
- 17. 17 4 - DIMENSIONAMENT DIMENSIONAMENT DIMENSIONAMENT DIMENSIONAMENT DIMENSIONAMENTO O O O O CÁL CÁL CÁL CÁL CÁLCUL CUL CUL CUL CULO DA PO O DA PO O DA PO O DA PO O DA POTÊNCIA TÊNCIA TÊNCIA TÊNCIA TÊNCIA FÓRMUL FÓRMUL FÓRMUL FÓRMUL FÓRMULA BÁSIC A BÁSIC A BÁSIC A BÁSIC A BÁSICA A A A A A potência requerida para moer um determinado material pode ser estimada aplicando-se a equação devida a BOND: Onde: W W W W W = Consumo de potência ex- pressa em kWh/t curtas. Para obter- se o consumo de potência em kWh/ t métrica, multiplicar o valor obti- do por 1,102. W W W W Wi i i i i = “Work Index” (ver capítulo 13). Este valor é referido sempre a toneladas curtas (908 kg). Verificar, no entanto, antes de apli- car a fórmula e converter se neces- sário. P P P P P = Tamanho em micra da aber- tura da peneira na qual “passa” 80% do produto final moído. F F F F F = Tamanho em micra de abertura da peneira na qual “pas- sa” 80% de alimentação do moi- nho. Esta equação de BOND fornece o consumo de energia W em kilowatts-hora por tonelada curta para moagem por via úmida num moinho que tenha um diâmetro in- terno de 8 pés (2438 mm). A fórmula é válida para moinhos de barras, se operarem em circuito aberto e para moinhos de bolas, em circuito fechado. Para obter os valores de consumo de potência relativos a outras con- dições de trabalho diferentes das consideradas acima, o valor W de- verá ser multiplicado pelos fatores de eficiência EF aplicáveis ao caso em consideração. Até a presente data são usados 8 fatores de efici- ência ( EF1 a EF8). MOAGEM - DIMENSIONAMENTO W = 10 Wi - 10 Wi P F Ö Ö
- 18. 18 4 - F F F F FA A A A AT T T T TORES DE C ORES DE C ORES DE C ORES DE C ORES DE CORREÇÃO (EF) ORREÇÃO (EF) ORREÇÃO (EF) ORREÇÃO (EF) ORREÇÃO (EF) EF EF EF EF EF1 1 1 1 1 - F - F - F - F - FA A A A AT T T T TOR DE MO OR DE MO OR DE MO OR DE MO OR DE MOA A A A AGEM POR GEM POR GEM POR GEM POR GEM POR VIA VIA VIA VIA VIA SECA SECA SECA SECA SECA Na moagem a seco, o material a ser moído pode escapar aos contatos com os corpos moedores mais facilmente do que na moagem úmida, pois estes e as placas de revestimento ficam recobertos com partículas finas que reduzem a efi- cácia dos corpos moedores e há uma menor velocidade de avanço do mate- rial do que na via úmida. Estes fatos combinam-se para tornar a moagem a seco menos eficiente que por via úmida. O fator de ineficiência para moagem por via seca é: EF EF EF EF EF1 1 1 1 1 = 1,3 = 1,3 = 1,3 = 1,3 = 1,3 EF EF EF EF EF2 2 2 2 2 - F - F - F - F - FA A A A AT T T T TOR DE CIR OR DE CIR OR DE CIR OR DE CIR OR DE CIRCUIT CUIT CUIT CUIT CUITO ABER O ABER O ABER O ABER O ABERT T T T TO O O O O EM MOINHOS DE BOLAS EM MOINHOS DE BOLAS EM MOINHOS DE BOLAS EM MOINHOS DE BOLAS EM MOINHOS DE BOLAS A energia extra requerida na moagem em moinho de bolas em circuito aberto, comparada com moagem em circuito fechado, é função da quantidade de “oversize” permitida no produto final. O fator EF2 é aplicado para compensar as diversas quantidades de “oversize” permitidas no produto final. A tabela a seguir dá os valores de ine- ficiência EF2 usados para moinhos de bolas em circuito aberto. Quandonãoforespecificadoouobtidane- nhuma referência de controle, usar 1,2. e l o r t n o c e d a i c n ê r e f e R r o n e m o t u d o r p o d % ( ) l a n i m o n o e u q r o d a c i l p i t l u M F E 2 0 5 5 3 0 , 1 0 6 5 0 , 1 0 7 0 1 , 1 0 8 0 2 , 1 0 9 0 4 , 1 2 9 6 4 , 1 5 9 7 5 , 1 8 9 0 7 , 1 EF3 - F EF3 - F EF3 - F EF3 - F EF3 - FA A A A AT T T T TOR DE DIÂMETR OR DE DIÂMETR OR DE DIÂMETR OR DE DIÂMETR OR DE DIÂMETRO O O O O Aexperiênciamostraqueapotênciapor tonelada de corpos moedores aumenta com o diâmetro do moinho na potência deexpoente2,3enquantoqueacapaci- dade aumenta com o mesmo diâmetro na potência de expoente 2,5. Isto indica queaeficiênciademoagemvariacomo diâmetro. ParacoincidircomafórmuladeBOND,o diâmetrodebaseparaocálculodeEF3é de 8 pés (2,438 m), medido internamen- te às placas do revestimento. O fator EF3 3 3 3 3 é calculado pela equação: MOAGEM - DIMENSIONAMENTO A tabela na próxima página apresenta os valores de EF3 já calculados por estas fórmulas para vários diâmetros. O fator EF3 deverá ser aplicado em moinhos cujo diâmetro medido internamente ao revestimento seja menor que 8 pés. O seu uso em moinhos maiores é opcional, e a não aplicação do mesmo representa uma boa medida de segurança. EF3 = (——) (D em pés) EF3 = (——) (D em metros) D 2,44 0,2 0,2 D 8
- 19. 19 4 - o h n i o m o d o r t e m â i D a ç a c r a c à e t n e m a n r e t n i o h n i o m o d o r t e m â i D o t n e m i t s e v e r o a e t n e m a n r e t n i r o d a c i l p i t l u M s é P s o r t e M s é P s o r t e M F E 3 0 , 3 4 1 9 , 0 6 , 2 0 9 7 , 0 5 2 , 1 1 8 2 , 3 0 0 0 , 1 8 8 , 2 0 8 8 , 0 3 2 , 1 0 , 4 0 2 2 , 1 6 , 3 0 0 1 , 1 7 1 , 1 0 , 5 0 2 5 , 1 6 , 4 0 0 4 , 1 2 1 , 1 0 , 6 0 3 8 , 1 6 , 5 0 1 7 , 1 5 7 0 , 1 2 6 5 , 6 0 0 0 , 2 6 9 , 5 0 2 8 , 1 6 0 , 1 0 , 7 0 3 1 , 2 5 , 6 0 8 9 , 1 2 4 0 , 1 0 , 8 0 4 4 , 2 5 , 7 0 9 2 , 2 4 1 0 , 1 5 , 8 0 9 5 , 2 0 , 8 0 4 4 , 2 0 0 0 , 1 ( E S A B ) 0 , 9 0 4 7 , 2 5 , 8 0 9 5 , 2 2 9 9 , 0 5 , 9 0 0 9 , 2 0 , 9 0 4 7 , 2 7 7 9 , 0 3 4 8 , 9 0 0 0 , 3 4 3 , 9 0 5 8 , 2 0 7 9 , 0 0 , 0 1 0 5 0 , 3 5 , 9 0 0 9 , 2 6 6 9 , 0 5 , 0 1 0 0 2 , 3 0 , 0 1 0 5 0 , 3 6 5 9 , 0 0 , 1 1 0 5 3 , 3 5 , 0 1 0 0 2 , 3 8 4 9 , 0 5 , 1 1 0 1 5 , 3 0 , 1 1 0 5 3 , 3 9 3 9 , 0 0 , 2 1 0 6 6 , 3 5 , 1 1 0 1 5 , 3 1 3 9 , 0 5 , 2 1 0 1 8 , 3 0 , 2 1 0 6 6 , 3 3 2 9 , 0 0 , 3 1 0 6 9 , 3 5 , 2 1 0 1 8 , 3 4 1 9 , 0 4 2 1 , 3 1 0 0 0 , 4 2 6 , 2 1 0 5 8 , 3 4 1 9 , 0 MOAGEM - DIMENSIONAMENTO EF EF EF EF EF4 4 4 4 4 - F - F - F - F - FA A A A AT T T T TOR DE ALIMENT OR DE ALIMENT OR DE ALIMENT OR DE ALIMENT OR DE ALIMENTAÇÃO C AÇÃO C AÇÃO C AÇÃO C AÇÃO COM OM OM OM OM T T T T TAMANHO EX AMANHO EX AMANHO EX AMANHO EX AMANHO EXCESSIV CESSIV CESSIV CESSIV CESSIVO O O O O O tamanho ótimo de alimentação para moinhosdebolasedebarraséestabele- cidopelotamanhodealimentaçãoquea carga mais eficientemente distribuída possamoer. Um moinho alimentado com tamanhos maiores requer corpos moedores maio- res,resultandonumamaiordispersãodos tamanhosdessescorposmoedores,oque reduz a eficiência da ação de moagem. Otamanhomáximoótimodealimentação é também função do“work index”do mi- nério. O tamanho máximo ótimo de ali- mentaçãocorrespondentea80%passante eédadopelasseguintesequações: Paramoinhosdebarras: Para moinhos de bolas: O fator EF4 é calculado pela fórmula: Onde: Rr Rr Rr Rr Rr = — = relação de redução Fo = —— x 4.000 (µ µ µ µ µm) 13 Wi Fo = —— x 16.000 (µ µ µ µ µm) 13 Wi EF4 = ———————–————— Rr + (Wi - 7) (F - Fo) / Fo Rr F P
- 20. 20 4 - EF5 = ———— P + 10,3 1,145 P ) µ ( e t n a s s a p % 0 8 o t u d o r P a r u n i f e d r o t a f ) µ ( e t n a s s a p % 0 8 o t u d o r P a r u n i f e d r o t a f 0 7 1 0 , 1 ) h s e m 0 0 4 ( 8 3 1 1 , 1 5 6 2 0 , 1 5 3 3 1 , 1 0 6 3 0 , 1 0 3 7 1 , 1 5 5 4 0 , 1 ) h s e m 0 0 5 ( 6 2 2 2 , 1 ) h s e m 0 7 2 ( 3 5 4 0 , 1 5 2 3 2 , 1 0 5 5 0 , 1 0 2 2 3 , 1 ) h s e m 5 2 3 ( 5 4 7 0 , 1 5 1 7 4 , 1 0 4 0 1 , 1 0 1 2 8 , 1 EF EF EF EF EF6 6 6 6 6 - F - F - F - F - FA A A A AT T T T TOR DE OR DE OR DE OR DE OR DE T T T T TA A A A AX X X X XA DE REDUÇÃO - A DE REDUÇÃO - A DE REDUÇÃO - A DE REDUÇÃO - A DE REDUÇÃO - MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE BARR ARR ARR ARR ARRAS AS AS AS AS a taxa de redução ótima é dada por: Onde: L L L L L = comprimento das barras em pés D D D D D = diâmetro do moinho em pés, medido internamente ao revestimento. Para moinhos de barras de descarga central periférica, a taxa de redução óti- ma será metade do valor Rro calculado. O fator EF6 é calculado pela seguin- te fórmula: Rro = 8 + 5L D —— EF6 = 1 + ————— (Rr - Rro)2 150 MOAGEM - DIMENSIONAMENTO de bolas para realizar moagem fina, é dadapor: P em micra A tabela a seguir fornece o fator EF5 para tamanhos de produto 80% passante, desde 70 micra até 10 micra. Para tamanhos não indicados nesta ta- bela, calcular EF5 pela equação acima. EF EF EF EF EF5 5 5 5 5 - F - F - F - F - FA A A A AT T T T TOR DE FINUR OR DE FINUR OR DE FINUR OR DE FINUR OR DE FINURA P A P A P A P A PA R A R A R A R A RA A A A A MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS O tamanho das bolas requeridas para fazer produtos mais finos que 80% passante em 200 mesh ( 74 micra ) é menor que aqueles que podem ser fa- bricados economicamente.Como resul- tado disto, são usadas bolas maiores que o devido, com a resultante perda de eficiência. A equação para a perda de eficiência, quando se usam formatos econômicos
- 21. 21 4 - EF7 - F EF7 - F EF7 - F EF7 - F EF7 - FA A A A AT T T T TOR DE OR DE OR DE OR DE OR DE T T T T TA A A A AX X X X XA DE REDUÇÃO - A DE REDUÇÃO - A DE REDUÇÃO - A DE REDUÇÃO - A DE REDUÇÃO - MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS A equação para moinho de bolas é: Sósedeveaplicarestafórmulaquandoa taxa de redução no moinho de bolas for menor que 6:1. EF8 - F EF8 - F EF8 - F EF8 - F EF8 - FA A A A AT T T T TOR DE EFICIÊNCIA P OR DE EFICIÊNCIA P OR DE EFICIÊNCIA P OR DE EFICIÊNCIA P OR DE EFICIÊNCIA PAR AR AR AR ARA A A A A MOINHOS DE BARRAS MOINHOS DE BARRAS MOINHOS DE BARRAS MOINHOS DE BARRAS MOINHOS DE BARRAS Diversos estudos mostram que os mo- inhos de barras são ineficientes quando se comparam os Wi obtidos de dados operacionais com os Wi obtidos de tes- tes em laboratório. Isto é devido à pre- sença no moinho de barras gastas, finas e quebradas, assim como às variações no tamanho de alimentação. Assim, os seguintes fatores devem ser considerados ao calcular a potência de um moinho de barras. a) Quando se faz o dimensionamento de um moinho de barras que trabalha iso- ladamentenoprocessodemoagem,consi- derar o fator: EF8 = 1,4 se a alimentação vier de circuito aberto de britagem. EF8 = 1,2 se a alimentação vier de circuito fechado de britagem. b) Quando se dimensionar um mo- inho de barras que pertença a um cir- cuito de moinho de barras + moinho de bolas, sem processo de classificação en- tre um e outro moinho, considerar so- mente para o moinho de barras o fator: EF8 = 1,2 se alimentação do moinho de barras vier de um circuito aberto de britagem. EF8 = 1,0 se a alimentação do mo- inho de barras vier de um circuito fe- chado de britagem e se essa alimenta- EF7 = ————— Rr - 1,22 Rr - 1,35 ção for constantemente 80% passante em 1/2” (12,7 mm) ou mais fina (<1/2”). ESC ESC ESC ESC ESCOLHA DO OLHA DO OLHA DO OLHA DO OLHA DO T T T T TAMANHO DO AMANHO DO AMANHO DO AMANHO DO AMANHO DO MOINHO MOINHO MOINHO MOINHO MOINHO Uma vez obtida a potência necessária, a escolha do tamanho aproximado do moinho poderá ser feita baseada na ta- bela da pág.4-22 para moinhos de bar- ras e 4-23 para moinhos de bolas. Para cada aplicação específica, deverá ser consultado o Departamento Técni- co. 42,305 Cs = ——— (D em metros) D 76,63 Cs = ——— (D em pés) D VEL VEL VEL VEL VELOCIDADE CRÍTIC OCIDADE CRÍTIC OCIDADE CRÍTIC OCIDADE CRÍTIC OCIDADE CRÍTICA A A A A A velocidade crítica num moinho é a ve- locidade de rotação que provoca a ade- rênciadequalquerpartículapequenaàs placas de revestimento, motivada pela força centrífuga. É determinada pela seguinte equação: ou Onde: D D D D D = diâmetro interno do moinho me- dido internamente ao revestimento Cs Cs Cs Cs Cs = velocidade crítica em rpm Paradeterminaravelocidadedomoinho em porcentagem da velocidade crítica, teremos: %Cs = 2,364 x rpm x (D em metros) %Cs = 1,305 x rpm x (D em pés) MOAGEM - DIMENSIONAMENTO D D
- 22. 22 4 - MOAGEM - DIMENSIONAMENTO MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE B MOINHOS DE BARR ARR ARR ARR ARRAS AS AS AS AS
- 23. 23 4 - MOAGEM - DIMENSIONAMENTO MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS MOINHOS DE BOLAS
- 24. 24 4 - l a i r e t a M k r o W x e d n I ) i W ( o i d é M o s e P o c i f í c e p s E o i d é M e d a d i s n e D ( ) l a e R s i a i r e t a m s o s o d o t / p ) a i d é m m e ( s o d a t s e t 1 8 , 3 1 — a i s ó d r A a t i s e d n A o t i n e r A a t i r a B o t e r p o t l a s a B o t l a s a B a t i x u a B o t n e m i c e d r e u q n í l C a r a p a m i r p a i r é t a M o t n e m i c e d a i r t s ú d n i o i m ô r c e d o i r é n i M a l i g r A 3 8 , 3 1 3 1 , 2 2 3 5 , 1 1 4 2 , 6 0 1 , 1 2 1 4 , 0 2 5 4 , 9 9 4 , 3 1 7 5 , 0 1 0 6 , 9 0 1 , 7 8 4 , 2 4 8 , 2 8 6 , 2 8 2 , 4 6 8 , 2 9 8 , 2 8 3 , 2 9 0 , 3 7 6 , 2 6 0 , 4 3 2 , 2 a d a n i c l a c a l i g r A o ã v r a C e u q o C e d o d i u l f e d e u q o C o e l ó r t e p o e l ó r t e p e d e u q o C e r b o c e d o i r é n i M l a r o C a t i r o i D a t i m o l o D l i r e m s E o t a p s d l e F r o u l f o t a p s E o m o r c - o r r e F s ê n a g n a m - o r r e F o i c i l í s - o r r e F 3 4 , 1 7 3 , 1 1 0 7 , 0 2 0 6 , 8 3 0 8 , 3 7 3 1 , 3 1 6 1 , 0 1 0 4 , 9 1 1 3 , 1 1 8 1 , 8 5 7 6 , 1 1 6 7 , 9 7 8 , 8 7 7 , 7 3 8 , 2 1 2 3 , 2 3 6 , 1 1 5 , 1 3 6 , 1 8 7 , 1 2 0 , 3 0 7 , 2 8 7 , 2 2 8 , 2 8 4 , 3 9 5 , 2 8 9 , 2 5 7 , 6 1 9 , 5 1 9 , 4 o r b a G a n e l a G a d a n a r G e s s i a n G o t i n a r G e t i f a r G a h l i v a r G e d a r d e p , o s s ê G a t i n e m l I o r r e f e d o i r é n i M 5 4 , 8 1 9 1 , 0 1 7 3 , 2 1 3 1 , 0 2 9 3 , 4 1 3 0 , 5 4 7 1 , 5 2 6 1 , 8 1 1 , 3 1 4 4 , 5 1 3 8 , 2 9 3 , 5 0 3 , 3 1 7 , 2 8 6 , 2 5 7 , 1 0 7 , 2 9 6 , 2 7 2 , 4 6 9 , 3 a t i t a m e H r a l u c e p s e - a t i t a m e H a c i t í l o o a t i n e m i l a t i t e n g a m a t i n o c a t o r u o e d o i r é n i M a t i n a i C a i r ó c s E o n r o f - o t l a e d a i r ó c s E 8 6 , 2 1 0 4 , 5 1 3 3 , 1 1 5 4 , 8 1 2 , 0 1 7 8 , 4 1 3 8 , 4 1 7 8 , 8 1 6 7 , 5 1 6 1 , 2 1 6 7 , 3 9 2 , 3 2 3 , 3 3 5 , 2 8 8 , 3 2 5 , 3 5 8 , 2 3 2 , 3 3 9 , 2 9 3 , 2 MOAGEM - DIMENSIONAMENTO WORK INDEX BOND P/MINERAIS DIVERSOS l a i r e t a M x e d n I k r o W ) I W ( o i d é M o s e P o c i f í c e p s E o i d é M e d a d i s n e D ( ) l a e R o b m u h c e d o i r é n i M o b m u h c e d o i r é n i M o c n i z e 0 4 , 1 1 4 4 , 3 o i r á c l a C o t n e m i c a r a p o i r á c l a C s ê n a g n a m e d o i r é n i M a d a n i c l a c a t i s e n g a M 1 6 , 1 1 8 1 , 0 1 6 4 , 2 1 0 8 , 6 1 9 6 , 2 8 6 , 2 4 7 , 3 2 2 , 3 o i n ê d b i l o M l e u q í n e d o i r é n i M o t a f s o f e d e t n a z i l i t r e F a c i t á f s o f a h c o R o i s s á t o p e d o i r é n i M o i s s á t o p e d l a S 7 9 , 2 1 8 8 , 1 1 3 0 , 3 1 3 1 , 0 1 8 8 , 8 3 2 , 8 0 7 , 2 2 3 , 3 5 6 , 2 6 6 , 2 7 3 , 2 8 1 , 2 s e m o p - a r d e P a t i r i p e d o i r é n i M a t i n o r r i p e d o i r é n i M a t a r p e d o i r é n i M o t i z i t r a u Q o z t r a u Q o l i t u r e d o i r é n i M 3 9 , 1 1 0 9 , 8 7 5 , 9 0 3 , 7 1 8 1 , 2 1 7 7 , 2 1 2 1 , 2 1 6 9 , 1 8 4 , 3 4 0 , 4 2 7 , 2 1 7 , 2 4 6 , 2 4 8 , 2 a c i l í S a c i l í s e d a i e r A o i c í l i s e d o t e n o b r a C r e t n i S o i d ó s e d o t a c i l i S " e n e m u d o p S " o i r é n i M a t i n e i S ) a c i m â r e c ( a h l e T o h n a t s e e d o i r é n i M o i n â t i t e d o i r é n i M o i n â r u e d o i r é n i M o r d i V o t s i X o s o n i m u t e b o t s i X o c n i z e d o i r é n i M 3 5 , 3 1 6 4 , 6 1 7 1 , 6 2 7 7 , 8 0 0 , 3 1 0 7 , 3 1 0 9 , 4 1 3 5 , 5 1 1 8 , 0 1 8 8 , 1 1 3 9 , 7 1 8 0 , 3 0 4 , 6 1 0 1 , 8 1 2 4 , 2 1 1 7 , 2 5 6 , 2 3 7 , 2 0 0 , 3 0 1 , 2 5 7 , 2 3 7 , 2 9 5 , 2 4 9 , 3 3 2 , 4 0 7 , 2 8 5 , 2 8 5 , 2 6 7 , 1 8 6 , 3
- 25. 25 4 - T T T T TABEL ABEL ABEL ABEL ABELA DE MALHAS DE PENEIR A DE MALHAS DE PENEIR A DE MALHAS DE PENEIR A DE MALHAS DE PENEIR A DE MALHAS DE PENEIRA A A A A T T T T TYLER (MESH) YLER (MESH) YLER (MESH) YLER (MESH) YLER (MESH) EM DIMENSÕES DE P EM DIMENSÕES DE P EM DIMENSÕES DE P EM DIMENSÕES DE P EM DIMENSÕES DE PAR AR AR AR ARTÍCUL TÍCUL TÍCUL TÍCUL TÍCULA P A P A P A P A PASSANTE (MICR ASSANTE (MICR ASSANTE (MICR ASSANTE (MICR ASSANTE (MICRA) A) A) A) A) h s e M a r u t r e b A m µ h s e M a r u t r e b A m µ h s e M a r u t r e b A m µ 5 , 2 0 0 0 8 4 1 0 8 1 1 0 8 0 8 1 3 0 0 7 6 6 1 0 0 0 1 0 0 1 0 5 1 5 , 3 0 0 6 5 0 2 0 5 8 5 1 1 5 2 1 4 0 5 7 4 4 2 0 1 7 0 5 1 6 0 1 5 0 0 0 4 8 2 0 0 6 0 7 1 0 9 6 0 5 3 3 2 3 0 0 5 0 0 2 5 7 7 0 0 8 2 5 3 5 2 4 0 5 2 3 6 8 0 6 3 2 2 4 5 5 3 0 7 2 3 5 9 0 0 0 2 8 4 0 0 3 5 2 3 5 4 0 1 0 0 7 1 0 6 0 5 2 0 0 4 8 3 2 1 0 0 4 1 5 6 2 1 2 0 0 5 8 2 ) o d a m i t s e ( MOAGEM - DIMENSIONAMENTO Moinho Semi-autógeno 40 x 22 pés - fornecido pela Svedala, hoje Metso MInerals, o maior já fabricado no mundo
- 26. 26 4 - o t i u c r i c e d e o h n i o m e d o p i T s a l o b a r a p K r o l a V o r r e f u o o ç a e d o d i d n u f a g r a c s e D ) a i V ( m e g a o M o t i u c r i C w o l f r e v O a d i m Ú o t r e b A 0 5 3 w o l f r e v O a d i m Ú o d a h c e F 0 5 3 a m g a r f a i D a d i m Ú o t r e b A 0 3 3 a m g a r f a i D a d i m Ú o d a h c e F 0 3 3 a m g a r f a i D a c e S o t r e b A 5 3 3 a m g a r f a i D a c e S o d a h c e F 5 3 3 F F F F FA A A A AT T T T TOR K OR K OR K OR K OR K SELEÇÃO DO SELEÇÃO DO SELEÇÃO DO SELEÇÃO DO SELEÇÃO DO T T T T TAMANHO AMANHO AMANHO AMANHO AMANHO ÓTIMO DOS C ÓTIMO DOS C ÓTIMO DOS C ÓTIMO DOS C ÓTIMO DOS CORPOS ORPOS ORPOS ORPOS ORPOS MOEDORES MOEDORES MOEDORES MOEDORES MOEDORES CÁL CÁL CÁL CÁL CÁLCUL CUL CUL CUL CULO DO O DO O DO O DO O DO T T T T TAMANHO DOS C AMANHO DOS C AMANHO DOS C AMANHO DOS C AMANHO DOS COR- OR- OR- OR- OR- POS MOEDORES POS MOEDORES POS MOEDORES POS MOEDORES POS MOEDORES Para um determinado moinho de bo- las ou de barras, a escolha do tamanho dos corpos moedores representa um problema, pois há 2 fatores principais que se opõem: a) À medida que o tamanho dos corpos moedores aumenta, a pressão entre as superfícies em contato aumen- ta, tornando possível a quebra de par- tículas maiores. b) À medida que o tamanho dos corpos moedores diminui, a superfície disponível de atrito entre corpos moedores, para moagem de pequenas partículas, aumenta, resultando daí um aumento na capacidade de moagem. C C C C CORPOS MOEDORES P ORPOS MOEDORES P ORPOS MOEDORES P ORPOS MOEDORES P ORPOS MOEDORES PAR AR AR AR ARA MOINHO A MOINHO A MOINHO A MOINHO A MOINHO DE BOLAS DE BOLAS DE BOLAS DE BOLAS DE BOLAS O maior diâmetro de bola para a carga inicial e para a reposição é dado pela seguinte equação: Onde: B B B B B = diâmetro da bola em polegadas F F F F F = tamanho da alimentação 80% passante em µ Sg Sg Sg Sg Sg = peso específico do material a moer W W W W Wi i i i i = work index (kWh/st) fCs fCs fCs fCs fCs = porcentagem da velocidade crítica (em decimal) D D D D D = diâmetro interno ao revestimento em pés. MOAGEM - DIMENSIONAMENTO B = — x ———— F K Sg x Wi fCs x D 3
- 27. 27 4 - a l o b a d o r t e m â i D o d a l u c l a c o i r b ì l i u q e e d a g r a c a r a p s a l o b s a d o h n a m a t o d o ã ç i u b i r t s i D ) l a t o t o s e p o d % ( a d i t r a p à m m . l o p m m 5 1 1 m m 0 0 1 m m 0 9 m m 5 7 m m 5 6 m m 0 5 m m 0 4 5 1 1 5 , 4 0 , 3 2 0 0 1 0 , 4 0 , 1 3 0 , 3 2 0 9 5 , 3 0 , 8 1 0 , 4 3 0 , 4 2 5 7 0 , 3 0 , 5 1 0 , 1 2 0 , 8 3 0 , 1 3 5 6 5 , 2 0 , 7 0 , 2 1 5 , 0 2 0 , 9 3 0 , 4 3 0 5 0 , 2 8 , 3 5 , 6 5 , 1 1 0 , 9 1 0 , 3 4 0 , 0 4 0 4 5 , 1 7 , 1 5 , 2 5 , 4 0 , 8 0 , 7 1 0 , 5 4 0 , 1 5 5 2 0 , 1 5 , 0 0 , 1 5 , 1 0 , 3 0 , 6 0 , 5 1 0 , 9 4 A tabela abaixo mostra a distribuição da carga de bolas para início de operação: DISTRIB DISTRIB DISTRIB DISTRIB DISTRIBUIÇÃO DA C UIÇÃO DA C UIÇÃO DA C UIÇÃO DA C UIÇÃO DA CAR AR AR AR ARGA DAS BOL GA DAS BOL GA DAS BOL GA DAS BOL GA DAS BOLAS AS AS AS AS a r r a b a d o r t e m â i D o d a l u c l a c e d a g r a c a r a p s a r r a b s a d s o r t e m â i d s o d o ã ç i u b i r t s i D ) l a t o t o s e p o d % ( a d i t r a p à o i r b í l i u q e m m . l o p m m 5 2 1 m m 5 1 1 m m 0 0 1 m m 0 9 m m 5 7 m m 5 6 5 2 1 0 , 5 8 1 5 1 1 5 , 4 2 2 0 2 0 0 1 0 , 4 0 1 3 2 0 2 0 9 5 , 3 4 1 0 2 7 2 0 2 5 7 0 , 3 1 1 5 1 1 2 3 3 1 3 5 6 5 , 2 7 0 1 5 1 1 2 9 3 4 3 0 5 0 , 2 9 2 1 7 1 6 2 0 3 6 6 C C C C CORPOS MOEDORES P ORPOS MOEDORES P ORPOS MOEDORES P ORPOS MOEDORES P ORPOS MOEDORES PAR AR AR AR ARA MOINHOS DE B A MOINHOS DE B A MOINHOS DE B A MOINHOS DE B A MOINHOS DE BARR ARR ARR ARR ARRAS AS AS AS AS Omaiordiâmetrodebarraparaacargainicialeparaserviçodereposiçãoécalculadopela equação: Onde: os símbolos são os mesmos da equação dada para os moinhos de bolas,exceto R, que é diâmetro da barra em polegadas. A tabela a seguir mostra a distribuição da carga de barras para o início da operação: MOAGEM - DIMENSIONAMENTO DISTRIB DISTRIB DISTRIB DISTRIB DISTRIBUIÇÃO DA C UIÇÃO DA C UIÇÃO DA C UIÇÃO DA C UIÇÃO DA CAR AR AR AR ARGA DE B GA DE B GA DE B GA DE B GA DE BARR ARR ARR ARR ARRAS AS AS AS AS R = x F 0,75 160 Sg x Wi fCs x D
- 28. 28 4 - Os Moinhos SRR (Solid Rubber Roller) em- pregam componentes padrão e utilizam barras ou bolas como corpos moedores. Roletes de borracha apóiam o moinho e servem também para transmitir potência ao mesmo. Por apresentarem variações do projeto padrão de moinhos, os modelos SRR constituem uma alternativa econômica para ampla gama de aplicações MOINHOS SRR MOINHOS SRR MOINHOS SRR MOINHOS SRR MOINHOS SRR R R S s o h n i o M o h n a m a T ) m m ( L x D a i c n ê t o P d n o B a e t n e d n o p s e r r o c ) W k ( ) W k ( r o t o M o d a i c n ê t o P ) g k ( o s e P e d o h n i o M s a l o b e d o h n i o M s a r r a b e d o h n i o M s a l o b e d o h n i o M s a r r a b e d o h n i o M s a l o b e d o h n i o M s a r r a b 0 0 9 x 0 0 6 4 , 1 6 , 1 2 , 2 2 , 2 0 5 8 0 5 9 0 0 5 1 x 0 0 0 1 3 , 9 3 , 9 1 1 1 1 0 0 5 2 0 0 8 2 0 0 4 2 x 0 0 2 1 6 , 5 2 4 2 0 3 0 3 0 0 7 5 0 0 2 6 0 0 0 3 x 0 0 5 1 8 5 4 5 5 7 5 7 0 0 6 9 0 0 5 0 1 0 0 6 3 x 0 0 8 1 7 0 1 4 9 2 3 1 5 5 + 5 5 0 0 0 3 1 0 0 1 4 1 0 0 6 3 x 0 0 1 2 4 6 1 — 5 7 + 2 3 1 — 0 0 0 2 2 — Via úmida ou seca Descarga: Overflow ou grelha Montado sobre estrutura de aço Movimentação fácil Limitação de tamanho (máx. 2,4m de diâmetro) T T T T Tampas ampas ampas ampas ampas Em chapas de aço. Formato cônico, com flanges usinadas de conexão ou soldadas ao corpo. R R R R Re e e e ev v v v vestimen estimen estimen estimen estiment t t t to o o o o Em borracha, com levantadores substituíveis. C C C C Cor or or or orp p p p po o o o o Em chapa de aço com flanges usinadas de conexão e pistas para os roletes. D D D D Desc esc esc esc escar ar ar ar arga ga ga ga ga Tipo overflow, com ou sem peneira trommel A A A A Acionamen cionamen cionamen cionamen cionament t t t to o o o o Por correias-V e motor de gaiola de 4 pólos. Redutor shaft-mounted Roletes de borracha sólida Moinho de bolas: 70% da velocidade crítica Moinho de barras: 80% da velocidade crítica de moagem, inclusive minério de ferro, areia quartzítica, carboneto de tungstênio, cal e zinco, em configurações para moa- gem via úmida ou via seca. MOAGEM - MOINHOS SRR Spout Spout Spout Spout Spout f f f f feeder eeder eeder eeder eeder Feito de chapa de aço.
- 29. 29 4 - Os moinhos bi-cônicos apresentam maior eficiência quando o tamanho máximo de alimentação é inferior a 1” e a contamina- ção por ferro não representa fator prepon- derante. Tais moinhos variam de 2 a 450 hp para moagem via úmida e de 2 a 500 hp para moagem via seca. MOINHOS BI-CÔNIC MOINHOS BI-CÔNIC MOINHOS BI-CÔNIC MOINHOS BI-CÔNIC MOINHOS BI-CÔNICOS OS OS OS OS Quando partículas de diferentes tamanhos e densidades se revolvem num cone, elas se auto-classificam e as maiores se alojam no ponto de maior diâmetro. O formato do moinho bi-cônico exerce uma ação classifica- dora em seu interior, resultando em maior eficiência e menor consumo de energia. o h n a m a T o d l e v í n o d a i c n â t s i D e d l e n a o d o p o t é t a o ã h c m e g a n e r g n e s o r t n e c e r t n e a i c n â t s i D s i a c n a m s o d o d a i c n ê t o P r o t o M ) t f ( m ) . l o p ( m m ) . l o p ( m m p h / W k ) 8 , 1 x 5 ( 5 , 0 x 5 , 1 ) 6 9 ( 0 3 4 2 ) 5 7 ( 0 0 9 1 0 3 / 2 2 ) 3 x 5 ( 9 , 0 x 5 , 1 ) 6 9 ( 0 3 4 2 ) 5 7 ( 0 0 9 1 0 4 / 0 3 ) 8 , 1 x 6 ( 5 , 0 x 8 , 1 ) 8 0 1 ( 0 4 7 2 ) 1 0 1 ( 0 7 5 2 0 5 / 7 3 ) 3 x 6 ( 9 , 0 x 8 , 1 ) 8 0 1 ( 0 4 7 2 ) 1 0 1 ( 0 7 5 2 0 6 / 5 4 ) 4 x 6 ( 2 , 1 x 8 , 1 ) 8 0 1 ( 0 4 7 2 ) 1 0 1 ( 0 7 5 2 5 7 / 6 5 ) 3 x 7 ( 9 , 0 x 1 , 2 ) 8 2 1 ( 0 5 2 3 ) 6 1 1 ( 0 5 9 2 0 0 1 / 5 7 ) 4 x 7 ( 2 , 1 x 1 , 2 ) 8 2 1 ( 0 5 2 3 ) 6 1 1 ( 0 5 9 2 5 2 1 / 3 9 ) 5 x 7 ( 5 , 1 x 1 , 2 ) 8 2 1 ( 0 5 2 3 ) 6 1 1 ( 0 5 9 2 0 5 1 / 2 1 1 ) 3 x 8 ( 9 , 0 x 4 , 2 ) 2 3 1 ( 0 5 3 3 ) 6 2 1 ( 0 0 2 3 0 5 1 / 2 1 1 ) 4 x 8 ( 2 , 1 x 4 , 2 ) 2 3 1 ( 0 5 3 3 ) 6 2 1 ( 0 0 2 3 5 7 1 / 0 3 1 ) 5 x 8 ( 5 , 1 x 4 , 2 ) 2 3 1 ( 0 5 3 3 ) 6 2 1 ( 0 0 2 3 0 0 2 / 0 5 1 ) 6 x 8 ( 8 , 1 x 4 , 2 ) 2 3 1 ( 0 5 3 3 ) 6 2 1 ( 0 0 2 3 0 5 2 / 6 8 1 ) 5 x 9 ( 5 , 1 x 7 , 2 ) 6 5 1 ( 0 6 9 3 ) 4 4 1 ( 0 6 6 3 0 0 3 / 4 2 2 ) 4 x 0 1 ( 2 , 1 x 0 , 3 ) 8 6 1 ( 0 6 3 4 ) 4 4 1 ( 0 6 6 3 0 6 3 / 0 6 2 ) 5 , 5 x 0 1 ( 7 , 1 x 0 , 3 ) 8 6 1 ( 0 6 3 4 ) 2 5 1 ( 0 6 8 3 0 0 4 / 0 0 3 ) 6 x 0 1 ( 8 , 1 x 0 , 3 ) 8 6 1 ( 0 6 3 4 ) 2 5 1 ( 0 6 8 3 0 5 4 / 6 3 3 ) 7 x 0 1 ( 1 , 2 x 0 , 3 ) 8 6 1 ( 0 6 3 4 ) 2 5 1 ( 0 6 8 3 0 0 5 / 3 7 3 MOAGEM - MOINHOS BI-CÔNICOS Via úmida ou seca (air swept) Descarga: Overflow ou grelha parcial Corpo cônico para carga “graduada” de bolas e taxa de redução otimizada Disponível em tamanhos pequenos e médios Moagem eficiente com “alta taxa de redução”
- 30. 30 4 - A Metso Minerals projeta e fa- brica uma linha de classificado- res a ar para atender ampla gama de aplicações. O Gyrotor e o Delta-Sizer podem ser inte- grados a circuitos convencio- nais de moagem via seca, fe- chados ou abertos,para propor- cionar uma classificação de es- tágio único ou múltiplo,poden- do ser de três tipos: Coarse, Standard e Fine SEP SEP SEP SEP SEPAR AR AR AR ARADORES A AR DE AL ADORES A AR DE AL ADORES A AR DE AL ADORES A AR DE AL ADORES A AR DE ALT T T T TA EFICIÊNCIA - GYR A EFICIÊNCIA - GYR A EFICIÊNCIA - GYR A EFICIÊNCIA - GYR A EFICIÊNCIA - GYRO O O O OT T T T TOR OR OR OR OR s o h n a m a T h s e M 5 2 3 h s e M 5 3 8 1 1 , 0 4 , 0 4 2 2 , 0 7 , 0 6 3 6 , 0 8 , 1 4 5 2 , 1 5 2 7 7 , 2 5 1 0 9 4 8 2 8 0 1 6 0 4 6 2 1 9 5 5 4 4 1 1 1 5 7 8 6 1 6 1 5 9 2 9 1 1 2 0 3 1 6 1 2 6 2 5 6 1 0 4 2 2 3 0 0 2 C C C C Capacidades par apacidades par apacidades par apacidades par apacidades para tip a tip a tip a tip a tipo S o S o S o S o Standar tandar tandar tandar tandard d d d d MOAGEM - CLASSIFICADORES A AR P P P P Pr r r r ro o o o odut dut dut dut duto + o + o + o + o + ar de ar de ar de ar de ar de cir cir cir cir circulação culação culação culação culação E E E E En n n n ntr tr tr tr trada ada ada ada ada secundária secundária secundária secundária secundária de ar quen de ar quen de ar quen de ar quen de ar quent t t t te e e e e (opcional) (opcional) (opcional) (opcional) (opcional) E E E E En n n n ntr tr tr tr trada ada ada ada ada secundária secundária secundária secundária secundária de ar quen de ar quen de ar quen de ar quen de ar quent t t t te e e e e (opcional) (opcional) (opcional) (opcional) (opcional) Alimentação e Alimentação e Alimentação e Alimentação e Alimentação e en en en en entr tr tr tr trada ada ada ada ada primária de ar primária de ar primária de ar primária de ar primária de ar R R R R Rejeit ejeit ejeit ejeit ejeito (c o (c o (c o (c o (car ar ar ar arga ga ga ga ga cir cir cir cir circulan culan culan culan culant t t t te) e) e) e) e)
- 31. 31 4 - O fluxo de ar ascendente e a turbulência em volta do rotor asseguram a dispersão do material. A força aerodinâmica arrasta as partículas finas através do rotor, ao passo que a força centrífuga rejeita as par- tículas mais grossas. Uma classificação secundária ocor- re quando as partículas mais grossas entram na cor- rente de ar ascendente, liberando quaisquer finos que tenham aderido a elas por efeito eletrostático. SEP SEP SEP SEP SEPAR AR AR AR ARADORES A AR DE AL ADORES A AR DE AL ADORES A AR DE AL ADORES A AR DE AL ADORES A AR DE ALT T T T TA EFICIÊNCIA - DEL A EFICIÊNCIA - DEL A EFICIÊNCIA - DEL A EFICIÊNCIA - DEL A EFICIÊNCIA - DELT T T T TA-SIZER A-SIZER A-SIZER A-SIZER A-SIZER o h n a m a T A b A B C a d a r i t e R s a d s a g n a m D E a r u g r a L l a t o t 2 S D 0 0 7 1 0 5 8 0 0 0 3 0 0 5 4 0 0 1 2 0 0 0 5 0 0 6 1 4 S D 0 0 6 2 0 1 0 1 0 0 4 3 0 0 5 5 0 0 7 2 0 0 0 7 0 0 8 1 8 S D 0 0 4 3 0 3 4 1 0 0 0 4 0 0 5 6 0 0 1 3 0 0 5 8 0 0 7 2 6 1 S D 0 0 5 4 0 3 0 2 0 0 5 4 0 0 0 7 0 0 2 3 0 0 0 1 1 0 0 6 2 2 3 S D 0 0 9 5 0 2 6 2 0 0 0 6 0 0 4 8 0 0 2 3 0 0 0 3 1 0 0 5 3 O P I T 2 S D 4 S D 8 S D 6 1 S D 2 3 S D e d s i a n i m o N s a x a T ) h / t ( o ã ç a t n e m i l A 1 - 1 , 0 2 - 5 , 0 5 - 2 0 1 - 4 5 2 - 8 l a n i m o N a i c n ê t o P ) W k ( 5 , 7 1 1 5 , 8 1 0 3 5 5 l a n i m o N a i c n ê t o P r o d a l i t n e V o d l a p i c n i r P 5 , 8 1 0 3 7 3 5 7 0 1 1 ) m p r ( o ã ç a t o R 0 0 0 8 - 0 0 0 0 6 - 0 0 0 4 4 - 0 0 0 6 2 - 0 0 5 8 1 - 0 ) g k ( o s e P 0 5 3 0 5 5 0 0 9 0 0 6 1 0 0 8 3 MOAGEM - CLASSIFICADORES A AR Delta- Sizer Ciclone Válvula rotativa Remoção de mangas Filtro de mangas Válvula borboleta Ventilador
- 32. 32 4 - C C C C COMPONENTES - DEFINIÇÃO OMPONENTES - DEFINIÇÃO OMPONENTES - DEFINIÇÃO OMPONENTES - DEFINIÇÃO OMPONENTES - DEFINIÇÃO Descarregador Grelha Barra elevadora Suporte Anel de enchimento Placa do cilindro Placa da tampa Tampa de inspeção Revest. do munhão Cone central 1 2 3 4 5 6 7 8 9 10 MOAGEM - REVESTIMENTOS DE BORRACHA
- 33. 33 4 - R R R R Re e e e ev v v v vestimen estimen estimen estimen estiment t t t to do M o do M o do M o do M o do Munhão (par unhão (par unhão (par unhão (par unhão (para t a t a t a t a to- o- o- o- o- dos os tipos de moinhos) dos os tipos de moinhos) dos os tipos de moinhos) dos os tipos de moinhos) dos os tipos de moinhos) P P P P Peneir eneir eneir eneir eneiras as as as as T T T T Tr r r r rommel (usada na maior ommel (usada na maior ommel (usada na maior ommel (usada na maior ommel (usada na maioria dos moinhos) ia dos moinhos) ia dos moinhos) ia dos moinhos) ia dos moinhos) Trellsnap Panel Cord Trellflex MOAGEM - REVESTIMENTOS DE BORRACHA D D D D Denominação do S enominação do S enominação do S enominação do S enominação do Sist ist ist ist istema de B ema de B ema de B ema de B ema de Bar ar ar ar arr r r r ras E as E as E as E as Ele le le le lev v v v vador ador ador ador adoras as as as as A A A A Anel de E nel de E nel de E nel de E nel de Enchimen nchimen nchimen nchimen nchiment t t t to o o o o
- 34. 34 4 - REDUÇÃO DO R REDUÇÃO DO R REDUÇÃO DO R REDUÇÃO DO R REDUÇÃO DO RUÍDO UÍDO UÍDO UÍDO UÍDO Revestimento de aço MOAGEM - REVESTIMENTOS DE BORRACHA Revestimento de borracha F F F F Fa a a a at t t t tor or or or ores Q es Q es Q es Q es Que A ue A ue A ue A ue Af f f f fetam a etam a etam a etam a etam a T T T T Taxa de D axa de D axa de D axa de D axa de Des- es- es- es- es- gaste gaste gaste gaste gaste - Tamanho da alimentação - Forma e dureza do material - Corpos moedores - Velocidade - Volume de carga - Tamanho do moinho - Densidade da polpa Efeitos Ambientais Que Afetam os Efeitos Ambientais Que Afetam os Efeitos Ambientais Que Afetam os Efeitos Ambientais Que Afetam os Efeitos Ambientais Que Afetam os Componentes de Borracha Componentes de Borracha Componentes de Borracha Componentes de Borracha Componentes de Borracha Água Água Água Água Água - Nenhum efeito nos componentes dos revestimentos de borracha dos moinhos Metso. - Use superfície protegida, grampos de aço ou grampos de aço inoxidá- vel quando for usada no processo água do mar. - pH 1-13: - pH 1-13: - pH 1-13: - pH 1-13: - pH 1-13: nenhum efeito na borra- cha. - pH abaixo de 4: - pH abaixo de 4: - pH abaixo de 4: - pH abaixo de 4: - pH abaixo de 4: recomenda-se grampo de aço inoxidável. - pH 4-9: - pH 4-9: - pH 4-9: - pH 4-9: - pH 4-9: nenhum efeito nos gram- pos de alumínio. - pH 9-11: - pH 9-11: - pH 9-11: - pH 9-11: - pH 9-11: algum efeito nos gram- pos de alumínio. Recomenda-se o uso de grampo de aço em aplica- ções com longa vida útil. - pH acima de 11: - pH acima de 11: - pH acima de 11: - pH acima de 11: - pH acima de 11: recomenda-se grampo de aço inoxidável. T T T T Temp emp emp emp emper er er er era a a a atur tur tur tur tura a a a a - Nenhum efeito nos revestimentos até 70º C. - 70-120º C, usar borracha especial para altas temperaturas. Químicos Químicos Químicos Químicos Químicos - Quando os revestimentos de bor- racha são usados nos moinhos, o teor de óleo mineral não deve ex- ceder 0,5 kg por tonelada de mate- rial entrante no moinho (incluindo a carga circulante) - Usados geralmente em processos químicos, não afetam os revesti- mentos se usados em concentra- ções normais.
- 35. 35 4 - E E E E EV V V V VOL OL OL OL OLUÇÃO NOS SISTEMAS DE RE UÇÃO NOS SISTEMAS DE RE UÇÃO NOS SISTEMAS DE RE UÇÃO NOS SISTEMAS DE RE UÇÃO NOS SISTEMAS DE REVESTIMENT VESTIMENT VESTIMENT VESTIMENT VESTIMENTO DE MOINHOS O DE MOINHOS O DE MOINHOS O DE MOINHOS O DE MOINHOS O efeito que o projeto do revestimen- to de moinho pode exercer sobre o ren- dimento obtido na moagem já foi as- sociado a uma diversidade de teorias e opiniões em tempos passados. Por meio de programas de simulação de moinhos e com o auxílio da experi- ência adquirida ao longo dos anos, a Metso dispõe hoje de recursos muito maiores para projetar sistemas de re- vestimentos economicamente eficien- tes para atender toda e qualquer ope- ração de moagem. A combinação de diferentes materiais propiciou um au- mento na utilização de polímeros para os revestimentos de moinhos, viabilizando, assim, uma vida útil mais prolongada, sem a necessidade do au- mento de volume do revestimento nas aplicações primárias. Outra característica dos revestimentos combinados é manterem constante o seu perfil durante toda a vida útil gra- ças às específicas propriedades de re- sistência ao desgaste apresentadas pelo material. Esta seção descreve diferentes sistemas de revestimento: - Revestimentos de borracha - Revestimentos de aço - Revestimentos combinados, empre- gando polímeros e aço - Revestimentos que utilizam ímãs Ao longo dos anos, os diferentes siste- mas de revestimento de moinho pas- saram por muitos estágios de desen- volvimento. No início, o revestimento de um moinho destinava-se apenas a servir de proteção contra desgaste e, nesta função, a sua característica bási- ca resumia-se simplesmente a seu pre- ço e a sua vida útil.Ocorreu,porém,que a indústria da mineração foi reduzindo a população de moinhos e adotando unidades de portes cada vez maiores. Este quadro acarretou um aumento na demanda por melhor desempenho na moagem e pela ampliação das horas/ máquina disponíveis. Este fato pressionou os fornecedores de revestimentos a se envolverem não so- mente no desenvolvimento do materi- al, mas também na escolha do melhor perfil de revestimento para determina- da aplicação, otimizando por sua vez o desempenho da moagem. O custo incorrido na adoção de um re- vestimento, para a maioria das aplica- ções, representa apenas uma fração do custo total de moagem (que inclui gas- tos com os corpos moedores e com a energia elétrica). Resulta assim que, uma configuração de revestimento corretamente projetada visando um de- sempenho ótimo de moagem e uma redução dos gastos já mencionados, torna-se hoje o meio mais prático de gerar economias, ao invés de se ater exclusivamente ao custo do revesti- mento em si. SISTEMAS DE REVESTIMENTO DE MOINHOS
- 36. 36 4 - S S S S Sist ist ist ist istemas de r emas de r emas de r emas de r emas de re e e e ev v v v vestimen estimen estimen estimen estiment t t t to: o: o: o: o: R R R R Re e e e ev v v v vestimen estimen estimen estimen estiment t t t to de b o de b o de b o de b o de bor or or or orr r r r racha: acha: acha: acha: acha: A utilização de borracha como materi- al de revestimento industrial foi introduzida pela Skega AB, no início da década de 60. Até 1995 os líderes mun- diais de mercado de revestimentos de borracha eram duas empresas suecas, Skega AB e Trellex AB. As duas atualmente fundiram-se numa única empresa: Metso Minerals. Por conseguinte, atualmente o Sistema de Revestimentos de Moinhos da Metso Minerals possui uma incompa- rável base de experiência neste campo em toda a parte do mundo. A utilização de borracha no revesti- mento de moinhos está amplamente difundida ao redor do mundo em apli- cações leves, tais como, nos moinhos secundários,terciários e de remoagem. O revestimento de borracha, devido às suas características de desgaste, geral- mente é projetado como barra elevadora / placa ( Fig. 1). mo as incomparáveis propriedades da borracha. Quanto mais conhecimento adquirirmos a este respeito, sem dúvi- da,mais poderemos contribuir para dis- seminar a aceitação e a utilização dos revestimentos de borracha maciça em aplicações cada vez mais severas. R R R R Re e e e ev v v v vestimen estimen estimen estimen estiment t t t tos de aço: os de aço: os de aço: os de aço: os de aço: P P P P Pr r r r rojet ojet ojet ojet ojeto: o: o: o: o: Atualmente, o projeto de revestimento de aço mais comum para moinhos de bolas é o padrão ondulado. O de dupla onda (Fig. 2) para aplicações secundá- rias e de remoagem e o de onda sim- ples para moinhos primários de bolas e de barras. Para os grandes moinhos SAG e AG,um projeto de barra elevadora / placa (Fig.3) (fundidas em separado ou em peça única) resultou em maior efici- ência em termos de custos. Fig. 1 Um número considerável de formas e combinações diferentes de barras elevadoras e placas torna possível ajus- tar o projeto às suas respectivas aplica- ções. Em alguns casos, pode-se utilizar borracha maciça,até mesmo com o pa- drão do tipo ondulado, o que não era comumente utilizado há dez anos. O revestimento de borracha que faz su- cesso é aquele que aproveita ao máxi- Ligas: Ligas: Ligas: Ligas: Ligas: As ligas podem ser subdivididas em três famílias principais: - Ferro branco em alto cromo (moi- nhos AG, moinhos de bolas overflow e moinhos de barra) - Martensítica cromo-molibdênio (gre- lha de descarga dos moinhos de bolas) - Perlítica cromo-molibdênio (moinhos SAG e aplicações de alto impacto) Fig. 2 Fig. 3 SISTEMAS DE REVESTIMENTO DE MOINHOS
- 37. 37 4 - Os revestimentos de aço representam a maioria dos materiais de revestimento utilizada no mundo, levando-se em con- ta o consumo atual. Verifica-se que o aço é utilizado com sucesso seja nas aplicações a seco, bem como em via úmida por ser um material muito ver- sátil. R R R R Re e e e ev v v v vestimen estimen estimen estimen estiment t t t tos c os c os c os c os combinados (P ombinados (P ombinados (P ombinados (P ombinados (Poly- oly- oly- oly- oly- M M M M Met™): et™): et™): et™): et™): Nos últimos anos, a partir de fins da década de 80, o desenvolvimento de uma combinação de diferentes materi- ais, tais como aço e borracha, tem-se acentuado. Este conceito utiliza-se ple- namente das melhores propriedades específicas aos dois materiais – a resiliência da borracha e a resistência ao desgaste do aço.Desta forma,pode- se utilizar uma liga mais dura e mais resistente ao desgaste, formada de fer- ro/aço,ao invés de se utilizar um reves- timento de aço maciço, pois a borra- cha absorverá as forças de impacto.Por exemplo, nos moinhos SAG a parte de aço num revestimento Poly-Met™ apre- senta uma dureza entre 500-600HB,ao passo que no revestimento de aço maciço, a faixa encontra-se entre 350- 400HB. O tempo de instalação e de reposição de revestimento constitui outro mérito desta combinação, pois o peso do re- vestimento completo diminui 1/3 a 1/ 2 em comparação com o revestimento de aço. Outra razão é que as placas sendo de borracha maciça não ficam encravadas entre si, como normalmen- te acontece no caso dos revestimentos de aço maciço. O sucesso do Poly-Met™ tem ocorrido na sua maioria em aplicações primári- as, pois constatou-se que os revesti- mentos de borracha tendiam a ocupar um volume excessivo ao serem projetados para uma vida útil aceitá- vel. Para os moinhos AG e SAG utilizamos um projeto opcional, com perfil reentrante do tipo Alto/Baixo (Fig.4) ou de altura uniforme (Fig. 5). As vantagens do projeto tipo Alto/Baixo se relacionam ao custo e ao fato de que o bom desempenho do moinho se mantém por toda a vida útil do revesti- mento, pois este conservará sempre o seu perfil. A vantagem principal do projeto de al- tura uniforme é a redução no número de paradas para a reposição do reves- timento, de modo que nas aplicações em que a disponibilidade é primordial, a preferência é pelo projeto de altura uniforme. Os revestimentos de moinho de bolas Poly-Met™(Fig. 6) não poderão ser projetados para terem perfis tão reentrantes como no caso dos revesti- mentos para moinhos AG/SAG, por causa dos movimentos ideais da sua carga e das considerações referentes a volume. SISTEMAS DE REVESTIMENTO DE MOINHOS Fig. 4 Fig. 5
- 38. 38 4 - Uma das características verificadas nos revestimentos combinados para moi- nhos de bolas refere-se ao fato de que Os potentes ímãs manterão o revesti- mento em seu lugar,sem a necessidade de parafusos para o revestimento, e as- a configuração do revestimento, ou seja, a ação de elevação aplicada à carga, se manterá constante por toda a vida útil do revestimento. No caso de revesti- mentos maciços, constata-se que gas- tam mais acentuadamente na área de elevação, a qual, ao ficar mais suave, vai perdendo sua ação de levantamen- to proporcionalmente ao desgaste. As- sim,as diferentes características de des- gaste dos dois materiais, na combina- ção Poly-Met™, torna possível projetar um revestimento que mantenha a cons- tância de perfil por toda a vida útil até chegar o momento da sua reposição (Fig. 7). fig. 6 Revestimentos magnéticos (Orebed™) Revestimentos magnéticos (Orebed™) Revestimentos magnéticos (Orebed™) Revestimentos magnéticos (Orebed™) Revestimentos magnéticos (Orebed™) O sistema de revestimento consiste em ímãs permanentes inseridos num mol- de de borracha. Fig. 7 segurarão que o revestimento atraia o material suscetível à imantação existen- te no interior do moinho. As partículas atraídas para a superfície do revestimen- to Orebed™ formarão uma fina camada contínua de perfil ondulado (Fig. 9). Fig. 9 SISTEMAS DE REVESTIMENTO DE MOINHOS A espessura total de um revestimento Orebed™, juntamente com a camada de desgaste, é muito menor que a de um revestimento convencional. Por con- seguinte, o moinho passará a ter um diâmetro efetivo maior.A configuração do revestimento é ideal para a moagem fina, proporcionando um desempenho de moagem eficiente nestas aplicações. Uma combinação das características descritas acima resultou em produção mais elevada (ou na redução do consu- mo de energia) e no menor consumo de corpos moedores que, em diversos casos, atingiram no mínimo 10%. Fig. 8
- 39. 39 4 - Devido ao complicado processo de fa- bricação do Orebed™, seus constituin- tes ficam muito mais dispendiosos do que os de um revestimento convenci- onal de borracha, porém, numa aplica- ção ideal, o desgaste do revestimento é praticamente insignificante e,por con- seguinte, propiciará anos de operação isenta de problemas. A limitação para este tipo de revesti- mento se prende ao fato de que os ímãs não são muito resistentes a im- pactos, pois são muito quebradiços. O Orebed™ é recomendável nos moinhos com 12 pés ou mais de diâmetro, utili- zando-se, no máximo, bolas de uma polegada e para moinhos com diâme- tro inferior a 12 pés, utilizar, no máxi- mo,bolas de uma polegada e meia.Nos moinhos verticais do tipo Vertimill™ este revestimento está sendo aplicado com excelente resultado. (Fig. 10). Aspectos do projeto: Aspectos do projeto: Aspectos do projeto: Aspectos do projeto: Aspectos do projeto: Atualmente, o projeto de um revesti- mento envolve um grande número de considerações. Não existe nada que se possa chamar de seleção padrão para um moinho. Deve-se levar em conta uma série de fatores antes de escolher alternativas possíveis para um revesti- mento, tais como: - Os dados operacionais do moinho - As especificações de produção - Vida útil / custo do revestimento - Programações de manutenção - Disponibilidade do moinho - Simplicidade dos serviços de manu- tenção - Preço de compra Isto significa que os objetivos do clien- te e a economia nos custos totais in- corridos na moagem são os principais parâmetros no processo de seleção de um revestimento.Uma vez que o custo do revestimento, na maioria dos casos, apenas representa uma fração do cus- to total e que o projeto do revestimen- to influi substancialmente em outros custos de moagem, o processo de seleção não é muito fácil de executar. Entretanto, as ferramentas de que dis- pomos para este processo são hoje em dia muito sofisticadas,viabilizando,por- tanto,uma análise mais refinada das al- ternativas para a escolha do revesti- mento. P P P P Pr r r r ro o o o ogr gr gr gr grama de simulação do moinho ama de simulação do moinho ama de simulação do moinho ama de simulação do moinho ama de simulação do moinho Hoje, a Metso vale-se de um programa de computador (Programa de Trajetória de Bolas),que consegue simular o com- portamento da carga nas diferentes SISTEMAS DE REVESTIMENTO DE MOINHOS Fig. 10
- 40. 40 4 - aplicações, para a seleção de configura- ções do revestimento e também para estudar diferentes alternativas de reves- timento inclusive o consumo de cor- pos moedores e a eficiência da moa- gem (Fig. 11). SISTEMAS DE REVESTIMENTO DE MOINHOS Fig. 11 Fig. 12
- 41. 41 4 - A figura 12 ilustra um caso em que o revestimento fará com que a parte pe- riférica da carga de bolas tenda a ultra- passar a parte inferior denominada “toe”(a área em preto indicada no grá- fico) e a provocar aumento do desgas- te do revestimento e a diminuição da eficiência de moagem. Cálculo do v Cálculo do v Cálculo do v Cálculo do v Cálculo do volume do moinho olume do moinho olume do moinho olume do moinho olume do moinho O consumo de energia de um moinho é função do diâmetro interno do moi- nho, a partir do revestimento, elevado à potência de 2,5. Por conseguinte, a espessura do revestimento é muito crí- tica, especialmente nos moinhos cujo diâmetro seja relativamente pequeno. Como exemplo da diferença de consu- mo de energia – num moinho de 2,4 metros, entre um revestimento de es- pessura 50mm e um de 75 mm, é de aproximadamente 6%,enquanto que a mesma diferença na espessura de re- vestimento num moinho de 5 metros é de apenas 2,5%. Visto que a produção é aproximada- mente função linear do consumo de energia elétrica, é necessário calcular o volume do moinho para se descobrir o que aconteceria com a produção quan- do se alterasse o projeto do revestimen- to. P P P P Pr r r r rop op op op oporção A/B orção A/B orção A/B orção A/B orção A/B O espaçamento das barras elevadoras num revestimento também desempe- nha um papel importante na eficiência da moagem.A proporção A/B (vide Fig. 13) depende da velocidade do moinho e quanto maior a velocidade,maior de- verá ser a proporção, para garantir um bom desempenho de moagem. A proporção A/B, naturalmente, deverá variar no transcorrer da vida útil do revestimento, de tal sorte que se tor- nará maior à medida em que a altura da barra elevadora diminuir. Isto signi- fica que teremos de projetar o revesti- mento com a proporção A/B ligeira- mente inferior ao normal para que o valor ideal seja alcançado depois que o revestimento estiver “meio gasto” . E E E E Estima stima stima stima stimativ tiv tiv tiv tivas de vida útil as de vida útil as de vida útil as de vida útil as de vida útil A experiência com cerca de 4000 insta- lações, ao longo de 40 anos, em que a Metso operou neste segmento torna possível estimar e prever a vida de vá- rias alternativas diferentes para os re- vestimentos. Descobrimos que o me- lhor meio de comparar diferentes apli- cações consiste no uso da taxa de des- gaste específico na unidade g/kWh. Desta forma, conseguimos consultar aplicações semelhantes em nosso Fig. 13 SISTEMAS DE REVESTIMENTO DE MOINHOS
- 42. 42 4 - abrangente banco de dados e prever com boa precisão a vida útil de um re- vestimento. M M M M Monit onit onit onit onitor or or or oramen amen amen amen ament t t t to do desgast o do desgast o do desgast o do desgast o do desgaste e e e e Um dos mais importantes modos de acompanhar a instalação consiste em verificar periodicamente o estado de desgaste. Desta forma, poderemos acompanhar a taxa de desgaste e o de- sempenho da moagem, programar a necessidade de peças de reposição e aprimorar o projeto. Por este motivo, desenvolvemos uma avaliação computadorizada das leituras de des- gaste. carcaça SISTEMAS DE REVESTIMENTO DE MOINHOS O resultado das leituras de desgaste encontra-se documentado em um for- mulário especial que, em seguida, ali- menta o programa (WearWin5). O pro- grama por sua vez indicará a taxa de desgaste, a vida útil remanescente e produzirá um esboço do diagrama de desgaste (vide Figura abaixo). O fato de um diagrama de desgaste poder ser apresentado, num curto tem- po após a inspeção do revestimento do moinho, normalmente passa a ser uma ferramenta útil para a meta de aperfei- çoamento do fluxo de informações. Por K-G Eriksson e Gunder Marklund Metso Minerals, Trellex Mill Lining Systems
- 43. 43 4 - P P P P Per er er er erfis par fis par fis par fis par fis para M a M a M a M a Moinhos de B oinhos de B oinhos de B oinhos de B oinhos de Bolas e de B olas e de B olas e de B olas e de B olas e de Bar ar ar ar arr r r r ras as as as as MOAGEM - REVESTIMENTOS METÁLICOS P P P P Per er er er erfis par fis par fis par fis par fis para M a M a M a M a Moinhos de B oinhos de B oinhos de B oinhos de B oinhos de Bolas olas olas olas olas Dupla onda senoidal Dupla onda deslocada Dupla onda com patamar Uma onda e meia M M M M Mon on on on ontagem das plac tagem das plac tagem das plac tagem das plac tagem das placas par as par as par as par as para e a e a e a e a evitar a cir vitar a cir vitar a cir vitar a cir vitar a circulação cir culação cir culação cir culação cir culação circunf cunf cunf cunf cunfer er er er erencial de p encial de p encial de p encial de p encial de polpa - r olpa - r olpa - r olpa - r olpa - re e e e ev v v v vesti- esti- esti- esti- esti- men men men men ment t t t to do cilindr o do cilindr o do cilindr o do cilindr o do cilindro o o o o Tamanho da bola: > ø 2,5” Onda simples senoidal Onda simples com patamar Onda simples deslocada Trapezoidal
- 44. 44 4 - P P P P Per er er er erfis — fis — fis — fis — fis — T T T T Tampas dos M ampas dos M ampas dos M ampas dos M ampas dos Moinhos de B oinhos de B oinhos de B oinhos de B oinhos de Bar ar ar ar arr r r r ras as as as as P P P P Per er er er erfis — M fis — M fis — M fis — M fis — Moinhos A oinhos A oinhos A oinhos A oinhos Autógenos e S utógenos e S utógenos e S utógenos e S utógenos e Semi-autógenos emi-autógenos emi-autógenos emi-autógenos emi-autógenos Desenho para evitar circula- ção de polpa entre placas. MOAGEM - REVESTIMENTOS METÁLICOS P P P P Per er er er erfis — fis — fis — fis — fis — T T T T Tampas de M ampas de M ampas de M ampas de M ampas de Moinhos A oinhos A oinhos A oinhos A oinhos Autógenos e S utógenos e S utógenos e S utógenos e S utógenos e Semi-autógenos (lado da en emi-autógenos (lado da en emi-autógenos (lado da en emi-autógenos (lado da en emi-autógenos (lado da entr tr tr tr trada) ou ada) ou ada) ou ada) ou ada) ou de M de M de M de M de Moinhos de b oinhos de b oinhos de b oinhos de b oinhos de bolas tip olas tip olas tip olas tip olas tipo o o o o o o o o ov v v v ver er er er erflo flo flo flo flow (par w (par w (par w (par w (para amb a amb a amb a amb a ambos os lados) os os lados) os os lados) os os lados) os os lados) T T T T Tip ip ip ip ipo esp o esp o esp o esp o especial de gr ecial de gr ecial de gr ecial de gr ecial de grelha-diafr elha-diafr elha-diafr elha-diafr elha-diafragma agma agma agma agma c c c c com le om le om le om le om lev v v v van an an an antador tador tador tador tadores cur es cur es cur es cur es curv v v v vos (par os (par os (par os (par os (para alta a alta a alta a alta a alta p p p p por or or or orc c c c cen en en en entagem Cs) tagem Cs) tagem Cs) tagem Cs) tagem Cs) Setores de grelha com rasgos radiais Setores de grelha com rasgos radiais Setores de grelha com rasgos radiais Setores de grelha com rasgos radiais Setores de grelha com rasgos radiais ou tangenciais ou tangenciais ou tangenciais ou tangenciais ou tangenciais