056 haikai 俳句 tempera martempera.rv01
•
0 gostou•37 visualizações

Informação técnica

Recomendados
Mais conteúdo relacionado
Semelhante a 056 haikai 俳句 tempera martempera.rv01
Semelhante a 056 haikai 俳句 tempera martempera.rv01 (20)
Mais de João Carmo Vendramim
Mais de João Carmo Vendramim (20)
056 haikai 俳句 tempera martempera.rv01
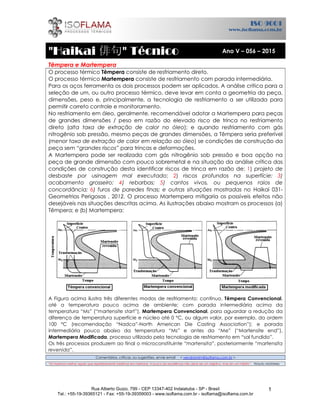
- 1. Rua Alberto Guizo, 799 - CEP 13347-402 Indaiatuba - SP - Brasil Tel.: +55-19-39365121 - Fax: +55-19-39359003 - www.isoflama.com.br - isoflama@isoflama.com.br 1 ISO 9001 www.isoflama.com.br "Haikai 俳句" Técnico Ano V – 056 – 2015 Têmpera e Martempera O processo térmico Têmpera consiste de resfriamento direto. O processo térmico Martempera consiste de resfriamento com parada intermediária. Para os aços ferramenta os dois processos podem ser aplicados. A análise critica para a seleção de um, ou outro processo térmico, deve levar em conta a geometria da peça, dimensões, peso e, principalmente, a tecnologia de resfriamento a ser utilizada para permitir correto controle e monitoramento. No resfriamento em óleo, geralmente, recomendável adotar a Martempera para peças de grandes dimensões / peso em razão do elevado risco de trinca no resfriamento direto (alta taxa de extração de calor no óleo); e quando resfriamento com gás nitrogênio sob pressão, mesmo peças de grandes dimensões, a Têmpera seria preferível (menor taxa de extração de calor em relação ao óleo) se condições de construção da peça sem “grandes riscos” para trincas e deformações. A Martempera pode ser realizada com gás nitrogênio sob pressão e boa opção na peça de grande dimensão com pouco sobremetal e na situação da análise crítica das condições de construção desta identificar riscos de trinca em razão de: 1) projeto de desbaste por usinagem mal executado; 2) riscos profundos na superfície; 3) acabamento grosseiro; 4) rebarbas; 5) cantos vivos, ou pequenos raios de concordância; 6) furos de paredes finas; e outras situações mostradas no Haikai 031- Geometrias Perigosas , 2012. O processo Martempera mitigaria os possíveis efeitos não desejáveis nas situações descritas acima. As ilustrações abaixo mostram os processos (a) Têmpera; e (b) Martempera: A Figura acima ilustra três diferentes modos de resfriamento: contínuo, Têmpera Convencional, até a temperatura pouco acima de ambiente; com parada intermediária acima da temperatura “Ms” (“martensite start”), Martempera Convencional, para aguardar a redução da diferença de temperatura superfície e núcleo até 0 °C, ou algum valor, por exemplo, da ordem 100 °C (recomendação “Nadca”-North American Die Casting Association”); e parada intermediária pouco abaixo da temperatura “Ms” e antes da “Me” (“Martensite end”), Martempera Modificada, processo utilizado pela tecnologia de resfriamento em “sal fundido”. Os três processos produzem ao final o microconstituinte “martensita”, posteriormente “martensita revenida”. Comentários, críticas, ou sugestões, envie email < vendramim@isoflama.com.br > “Só fazemos melhor aquilo que repetidamente insistimos em melhorar. A busca da excelência não deve ser um objetivo, mas sim um hábito”. Filósofo Aristóteles