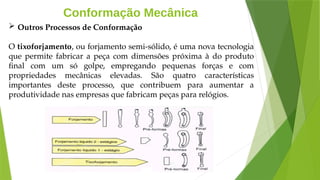
O documento aborda os processos de fabricação por fundição, detalhando matérias-primas, tipos de fornos, e as etapas do processo, como confecção do molde e vazamento do metal. Analisa também os diferentes tipos de fundição, como a fundição em molde de areia, cera perdida e moldes permanentes, além de suas aplicações e vantagens. Fenômenos ocorrendo durante a solidificação e características dos materiais também são discutidos, evidenciando a importância desses processos na indústria metalúrgica.















































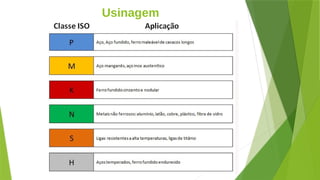
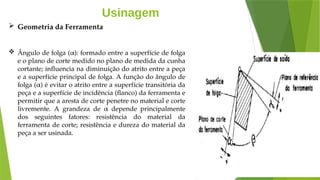
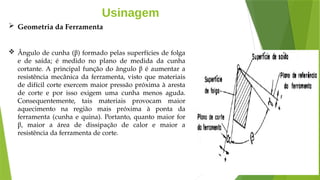
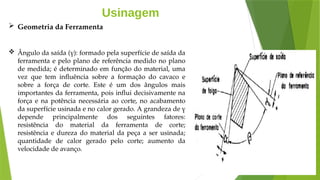
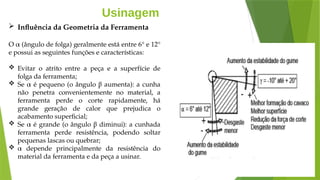
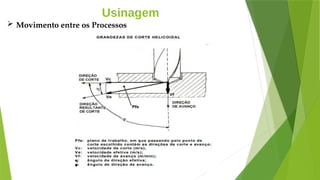
![Usinagem
Ferramentas de corte
Tipos de materiais
o O aço-rápido (AR) é usado em ferramentas de uso geral [usinagem de
peças forjadas, fundidas ou sinterizadas (metalurgia do pó)], em
ferramentas de geometria complexa ou naquelas usadas em situações em
que as velocidades de corte são mais modestas. Principais propriedades:
dureza a quente, resistência ao desgaste e tenacidade.
o O Metal-duro (MD) é usado em cerca de 50% das aplicações devido ao
custo e à combinação da dureza à temperatura ambiente, dureza a quente,
resistência ao desgaste e tenacidade, possível graças à variação da sua
composição. A ferramenta de MD pode ser aplicada em altas velocidades
de corte.](https://image.slidesharecdn.com/apresentaodeprocessosdefabricao1-241015001447-c2c80c37/85/Apresentacao-de-Processos-de-Fabricacao-mecanicas-196-320.jpg)