Baixar para ler offline

















![44
correlacionadas considerando níveis de importância diferentes entre as respostas seja
realizada a partir do seguinte equacionamento:
( )[ ]∑=
+−=
n
i
PCPCi
T
i
P ii
TPCEQMMMinimizar
1
*2**
λ
ρ
ρ
(9)
sujeito a: xT
x ≤ ρ2
(10)
onde: EQMMP – Erro Quadrático Médio Multivariado Ponderado
n – Número de componentes principais utilizados
ρi – Porcentagens de explicação dos componentes principais
∑=
=
n
i
iT
1
ρρ (11)
PCi
*
– Modelos de superfície de resposta desenvolvidos para os escores dos
componentes principais das respostas ponderadas extraídos da matriz de
variância-covariância
T*
PCi – Alvos em termos dos componentes principais das respostas ponderadas
extraídos da matriz de variância-covariância
λ*
PCi – Autovalores dos componentes principais das respostas ponderadas
extraídos da matriz de variância-covariância
xT
x ≤ ρ2
– Restrição do espaço experimental para regiões esféricas (no caso de
se utilizar um arranjo CCD), ρ = α
Semelhantemente ao que ocorre no EQMM sem ponderação, a formulação definida
pelas Eqs. (9) e (10) pode ser resolvida com o emprego do algoritmo GRG ou do Algoritmo
Genético.
2.10. Algoritmo Genético
Os Algoritmos Genéticos, segundo Correia et al. (2005), são procedimentos
computacionais de busca e otimização baseados no conceito de seleção natural. Busacca et al.
(2001) o caracterizam como uma técnica de otimização que utiliza uma população de soluções
(ou pontos) ao contrário de se utilizar um único ponto, como visto nos métodos gradientes. A
solução que melhor atender a função objetivo á aquela que sobreviverá às mutações e
combinações. Com isso, os Algoritmos Genéticos operam através de um grupo de indivíduos,
geralmente representados por sequências binárias formadas pelos números 0 e 1. Esta](https://image.slidesharecdn.com/0036333-151008215744-lva1-app6891/85/003633-60-320.jpg)






![58
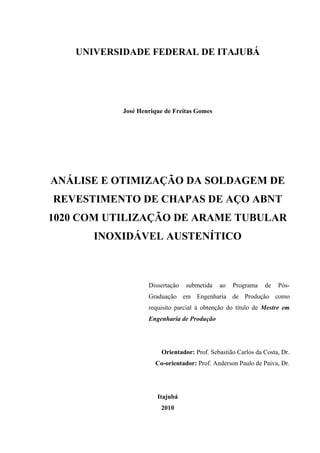
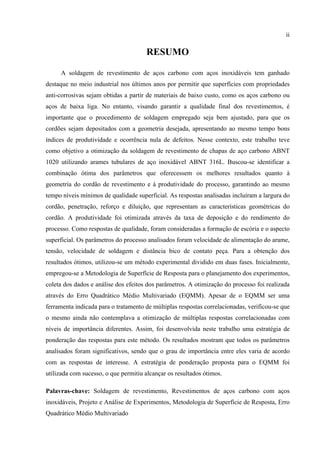
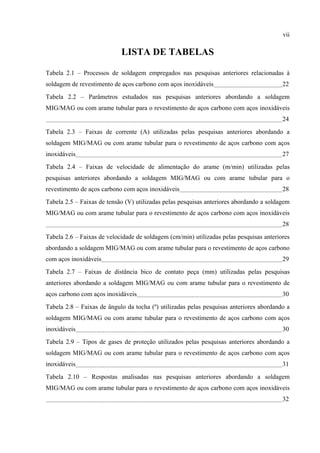
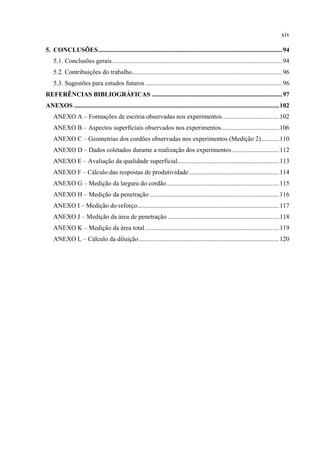
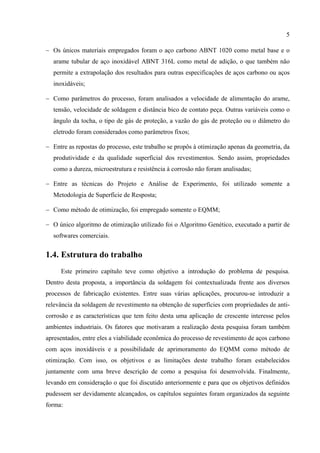
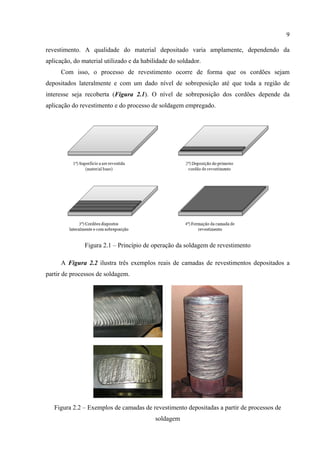
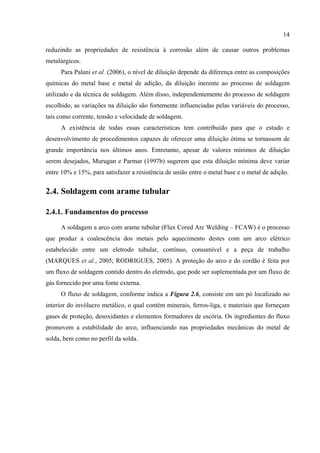
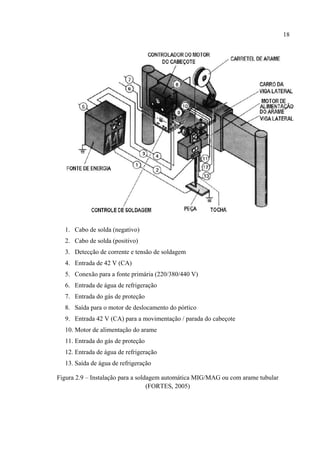
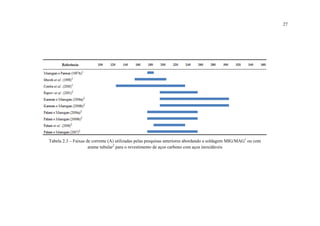
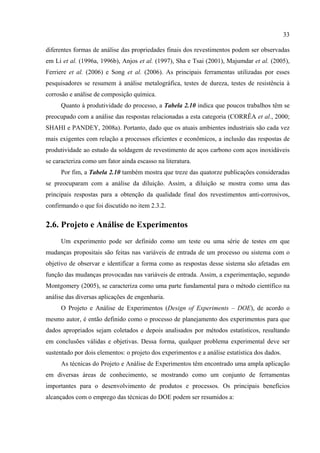
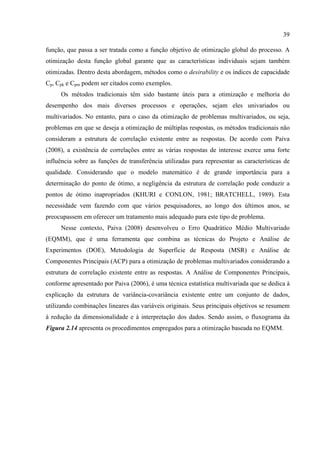
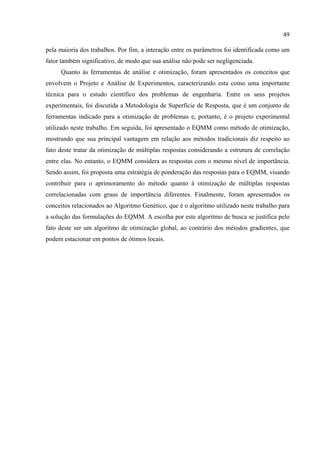
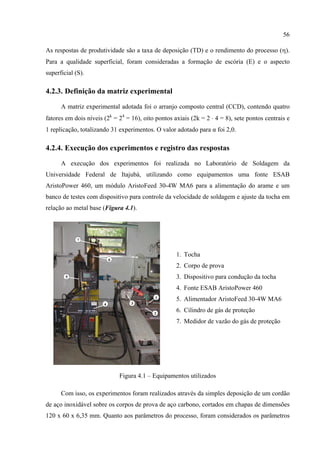
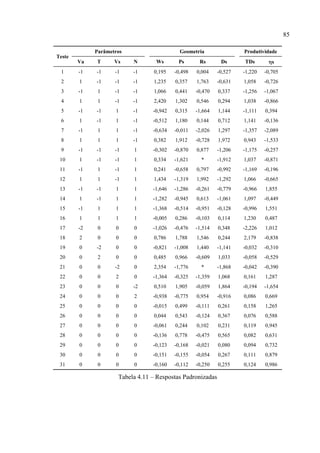
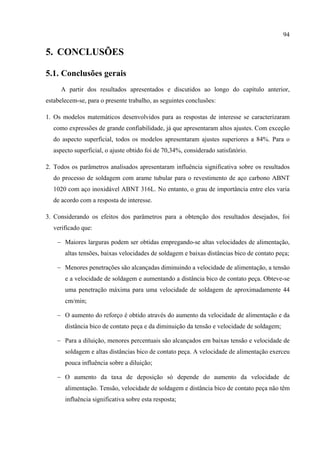
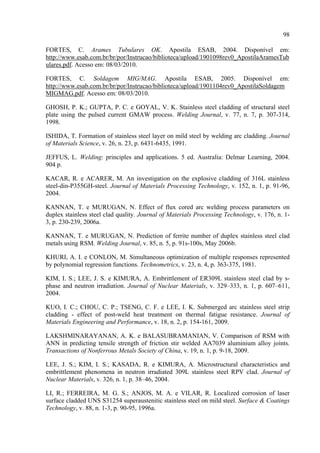
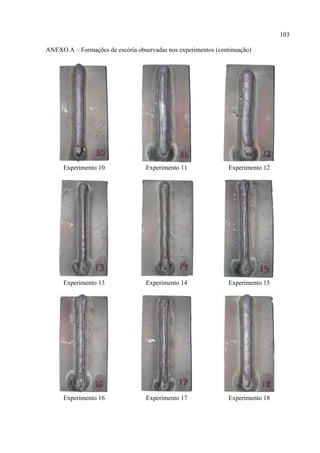
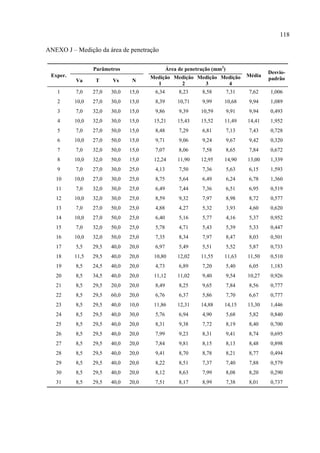
As Figuras 4.2 e 4.3 apresentam alguns exemplos da avaliação das características de
qualidade dos cordões revestimentos.
Figura 4.2 – Avaliação da formação de
escória: (a) Nota 3; (b) Nota 5
Figura 4.3 – Avaliação do aspecto
superficial: (a) Nota 6; (b) Nota 10
4.2.4.2. Registro das respostas de produtividade
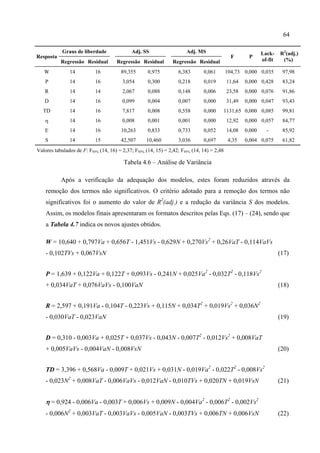
Para a medição das respostas de produtividade, as chapas de aço carbono foram pesadas
antes e após a deposição dos cordões e o tempo de soldagem foi cronometrado. Com isso, a
taxa de fusão, a taxa de deposição e o rendimento do processo foram calculados através das
seguintes expressões:
s
aa
t
dl
TF
6,3⋅⋅
= (12)
onde: TF – Taxa de fusão [kg/h]
la – Comprimento do arame consumido, calculado por:
60
s
a
tVa
l
⋅
= [m] (13)
Va – Velocidade de alimentação do arame [m/min]
ts – Tempo de soldagem [s]
da – Densidade linear do arame: 7,21 g/m](https://image.slidesharecdn.com/0036333-151008215744-lva1-app6891/85/003633-74-320.jpg)
![59
( )
s
if
t
mm
TD
6,3⋅−
= (14)
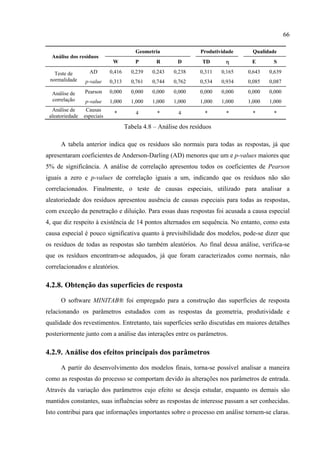
onde: TD – Taxa de deposição [kg/h]
mi – Massa da chapa antes da soldagem [g]
mf – Massa da chapa depois da soldagem [g]
ts – Tempo de soldagem [s]
100⋅=
TF
TD
η (15)
onde: η – Rendimento do processo [%]
TD – Taxa de deposição [kg/h]
TF – Taxa de fusão [kg/h]
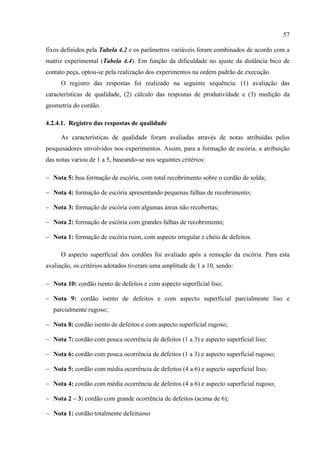
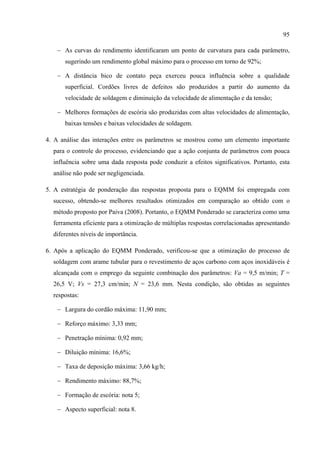
4.2.4.3. Registro da geometria do cordão
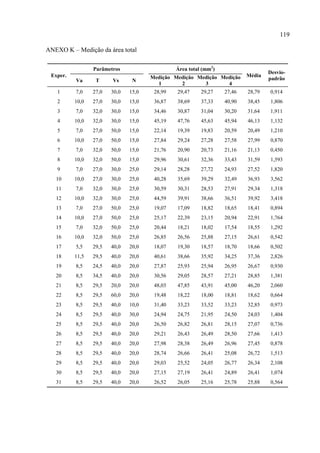
A Figura 4.4 descreve o procedimento utilizado para a medição da geometria do cordão
de revestimento. Observa-se pela figura que as medições foram realizadas em quatro pontos
distintos dos cordões, desprezando o início e o fim do processo, com a finalidade de obter a
média das respostas. Os corpos de prova foram cortados e suas seções transversais foram
devidamente preparadas, atacadas com nital 4% e fotografadas. Com a ajuda do software
analisador de imagens Analysis Doc®, as dimensões do cordão foram mensuradas, obtendo-se
a largura, penetração, reforço, área de penetração e área total da solda. O percentual de
diluição foi então calculado dividindo-se a área de penetração pela área total.
A título de ilustração, a Figura 4.5 apresenta dois perfis geométricos observados após
os procedimentos de corte, preparação e ataque das seções transversais dos corpos de prova.](https://image.slidesharecdn.com/0036333-151008215744-lva1-app6891/85/003633-75-320.jpg)

















![82
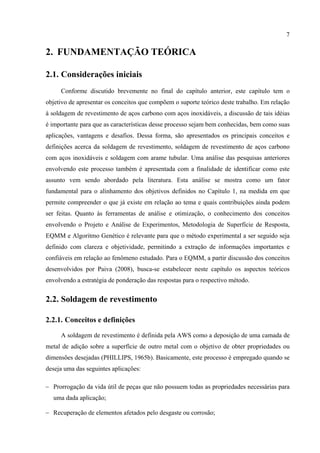
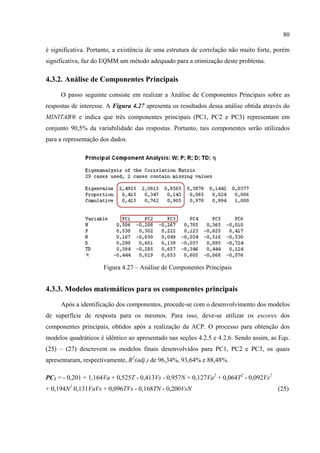
( )[ ] ( )[ ]{ 081,2370,4493,2291,0
2
2
2
1 ++⋅++= PCPCEQMMMinimizar
( )[ ]}3
1
2
3 857,0560,1 +−⋅ PC (28)
sujeito a: xT
x ≤ 4,0 (29)
E ≥ 4 (30)
S ≥ 8 (31)
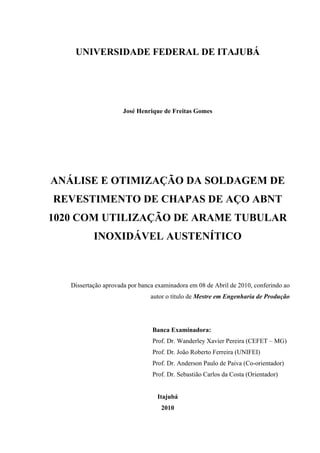
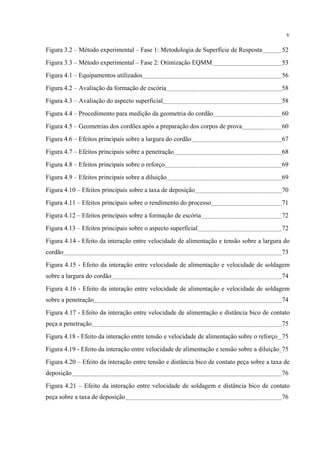
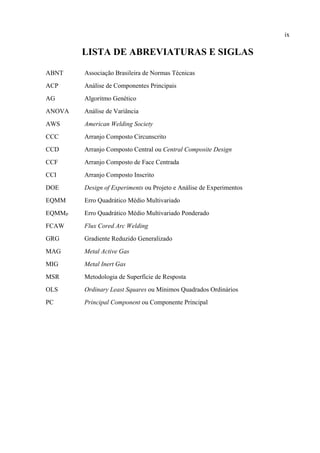
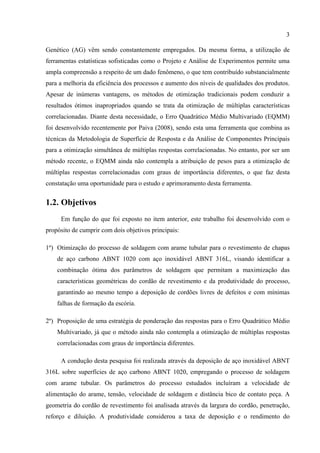
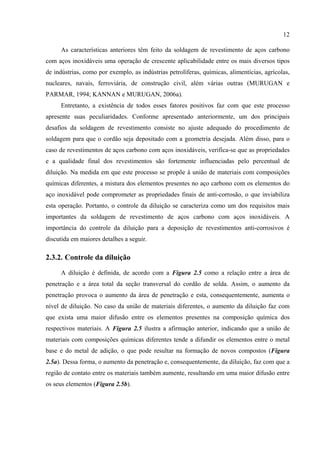
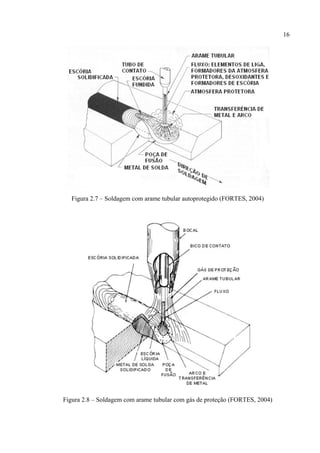
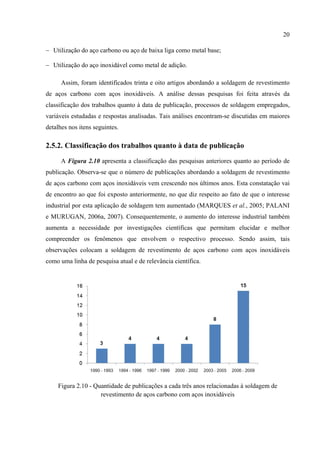
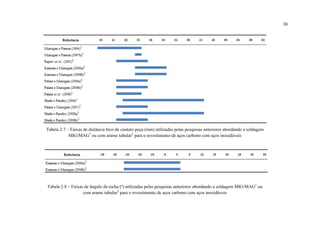
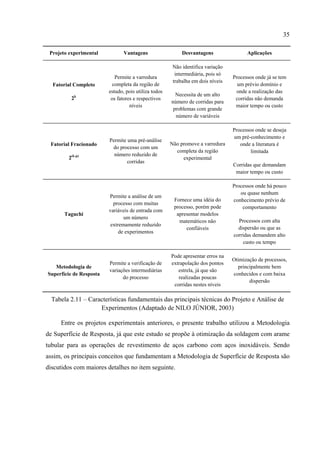
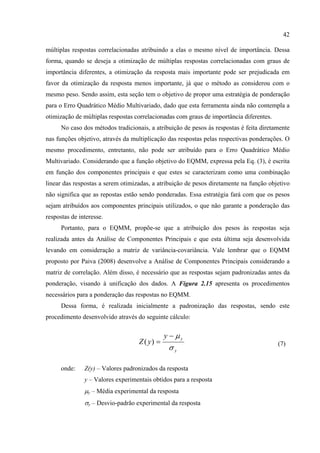
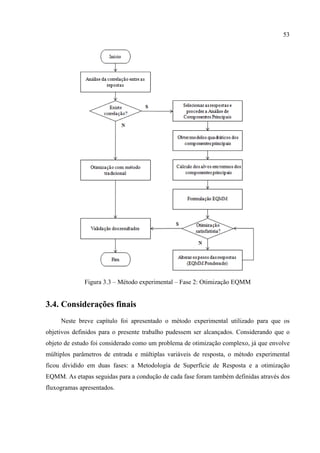
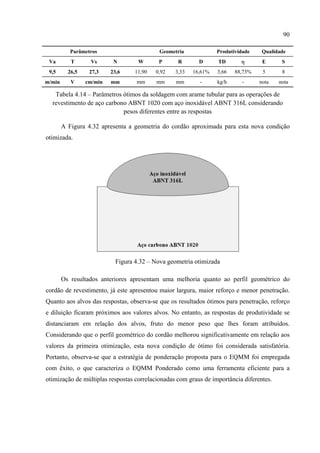
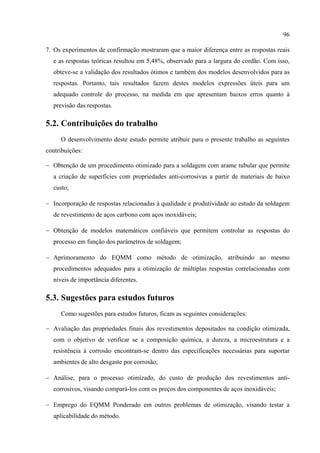
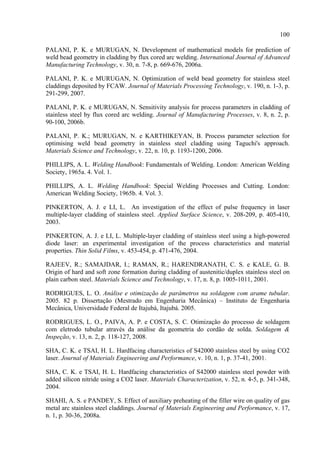
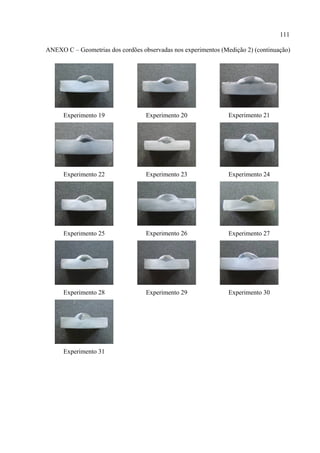
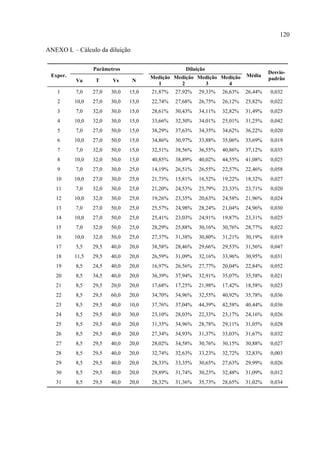
A modelagem acima foi resolvida através de uma planilha construída no Microsoft
Excel®, a qual apresentou o seguinte formato descrito pela Figura 4.28.
Figura 4.28 – Planilha desenvolvida para a otimização da soldagem com arame tubular para as
operações de revestimento de aço carbono ABNT 1020 com aço inoxidável ABNT 316L](https://image.slidesharecdn.com/0036333-151008215744-lva1-app6891/85/003633-98-320.jpg)


![88
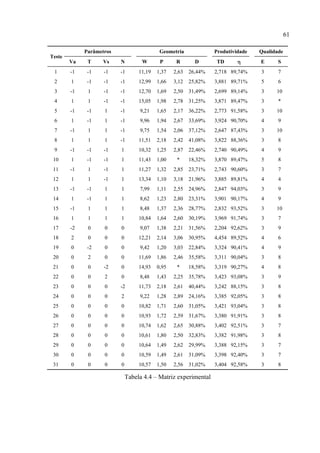
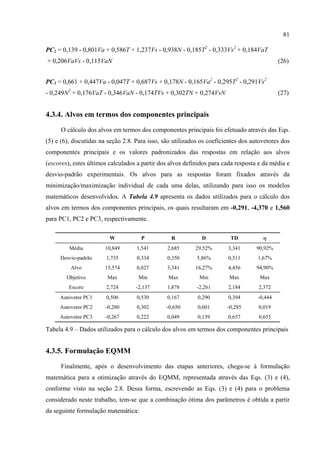
4.4.5. Alvos em termos dos componentes principais
A determinação dos alvos em termos dos componentes principais também é idêntica ao
procedimento desenvolvido no item 4.3.4. Assim, os alvos obtidos foram -3,671, 1,954 e
0,043 para PC1, PC2 e PC3, respectivamente. A Tabela 4.13 mostra os dados necessários
para a efetivação dos cálculos.
W P R D TD η
Média 10,849 1,541 2,685 29,52% 3,341 90,92%
Desvio-padrão 1,735 0,334 0,350 5,86% 0,511 1,67%
Alvo 15,574 0,827 3,341 16,27% 4,456 94,90%
Objetivo Max Min Max Min Max Max
Escore 2,724 -2,137 1,878 -2,261 2,184 2,372
Autovetor PC1 0,065 0,535 -0,526 0,652 -0,014 -0,089
Autovetor PC2 0,664 0,403 0,523 0,000 0,265 -0,233
Autovetor PC3 0,596 -0,353 -0,343 -0,100 -0,547 -0,305
Tabela 4.13 – Dados utilizados para o cálculo dos alvos em termos dos componentes
principais para as respostas ponderadas
4.4.6. Formulação EQMM Ponderado
De acordo com o que foi apresentado pelas Eqs. (9) e (10), na seção 2.9, a formulação
matemática para o EQMM Ponderado é ligeiramente diferente em relação ao EQMM original,
já que foi proposto, para este índice, um somatório dos EQMMs, sendo estes ponderados
pelos graus de explicação de cada componente. Assim, escrevendo as Eqs. (9) e (10) para o
problema de otimização deste trabalho, chega-se à seguinte formulação:
( )[ ] ( )[ ]064,0954,1
934,0
399,0
073,0671,3
934,0
453,0 2*
2
2*
1 +−⋅+++⋅= PCPCEQMMMinimizar
( )[ ]013,0043,0
934,0
082,0 2*
3 +−⋅+ PC (35)
sujeito a: xT
x ≤ 4,0 (36)
E ≥ 4 (37)
S ≥ 8 (38)](https://image.slidesharecdn.com/0036333-151008215744-lva1-app6891/85/003633-104-320.jpg)










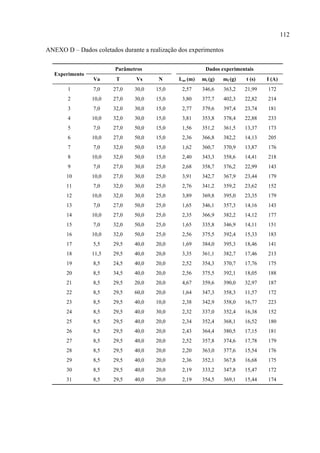

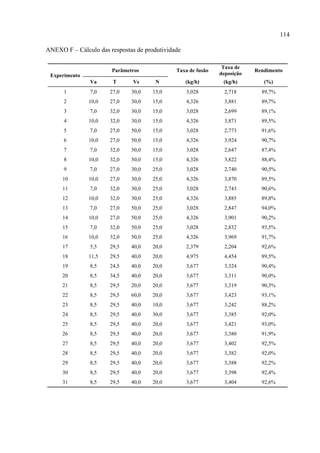
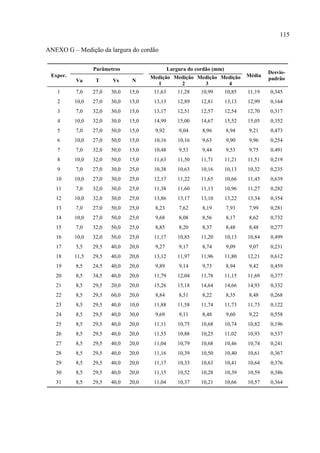
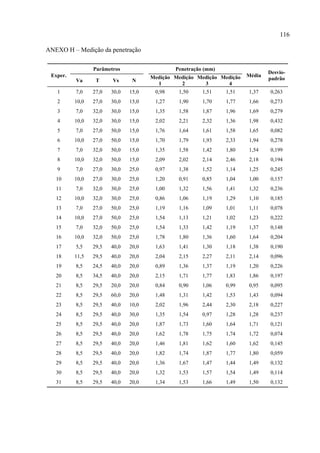

Este documento descreve uma dissertação de mestrado que analisou e otimizou o processo de soldagem de revestimento de chapas de aço ABNT 1020 com arame tubular inoxidável ABNT 316L. O objetivo foi identificar a combinação ótima dos parâmetros de soldagem para obter bons resultados de geometria do cordão, produtividade e qualidade superficial, minimizando defeitos. O trabalho utilizou a Metodologia de Superfície de Resposta e o Erro Quadrático Médio Multivariado para otimizar as respostas de inter