Este documento apresenta um resumo sobre:
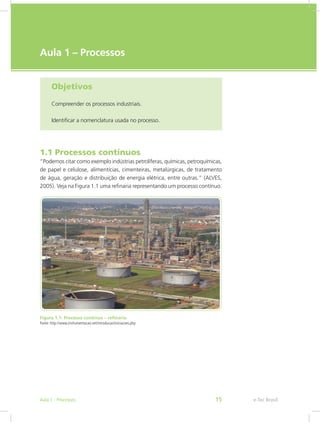
1) Processos industriais contínuos e discretos;
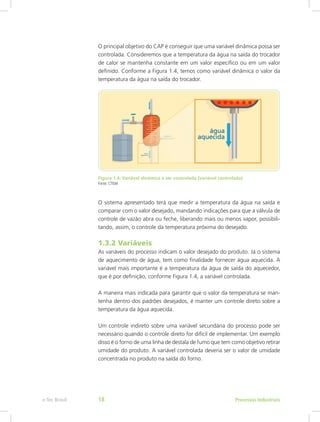
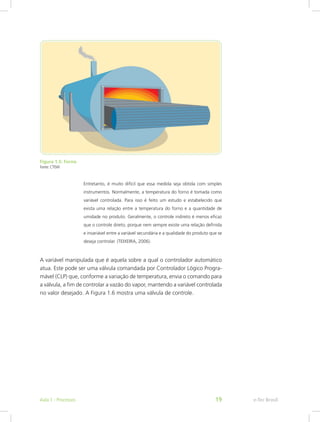
2) Estudo de um processo simples como um trocador de calor, com foco na variável temperatura da água como variável controlada;
3) Conceitos básicos de Controle Automático de Processos.