Baixado 188 vezes


























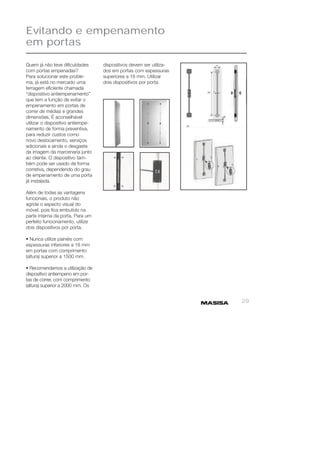






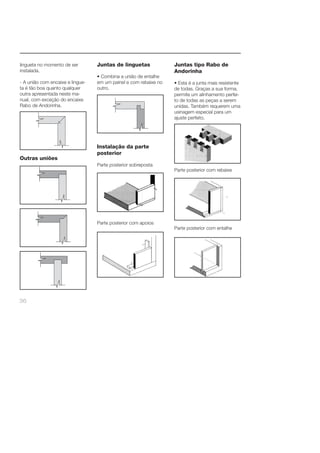



O documento fornece recomendações sobre o uso e armazenamento de painéis Masisa. Aborda tipos de painéis como MDF e melamina, além de instruções sobre corte, armazenamento, transporte, limpeza e como evitar problemas com umidade, cupins e mofo.










































