![- Diminuição da vida útil dos compressores;
- Aquecimento dos enrolamentos dos motores no caso dos compressores semi-herméticos;
- Diminuição do COP (Coeficiente de desempenho dos compressores), etc.
Conceito do compressor em booster
O compressor em booster nada mais é do que um compressor de simples estágio que opera no estágio de
baixa pressão do sistema de refrigeração, sua descarga é conectada em série na sucção do compressor
do estágio de alta pressão. Dessa forma se consegue reduzir sensivelmente a taxa de compressão do
sistema resultando-se em maior vida útil dos compressores e menor consumo de energia. O “sistema
booster” se aplica principalmente na refrigeração industrial e comercial, principalmente na indústria de
alimentos bem como em supermercados, pois são instalações frigoríficas que normalmente operam entre
temperatura de evaporação e condensação cuja diferença varia entre 50 a 80K. Além disso, operam com
elevadas cargas térmicas de média e baixa temperatura, tornando-se ideias para esse tipo de aplicação. A
figura 01 mostra um exemplo simplificado de aplicação dos compressores em booster, este sistema
trabalha com compressores semi-herméticos de pistão em paralelo com cargas térmicas de média e baixa
temperatura. Os compressores em booster pertencem ao rack do estágio de baixa que tem a descarga
conectada em série na sucção dos compressores do estágio de alta através do intercooler, cuja função é
atuar na separação do líquido, sub-resfriar a linha de líquido para os evaporadores de LT e
dessuperaquecer o gás da descarga dos compressores em booster.
Sistema de refrigeração com compressores em booster
O principio de construção do sistema booster é mostrado nas figuras 2 e 3. É acrescentado um circuito
extra no estágio de média pressão, mostrado por um evaporador de média temperatura [15], a linha de
sucção desse evaporador é ligada ao coletor entre os compressores de baixa e alta pressão. O
refrigerante proveniente do sub-resfriador [11] e o refrigerante proveniente do resfriamento intermediário
(válvula de expansão [10]), também entram nesse coletor de sucção onde se misturam com o gás
superaquecido dos compressores do estágio de baixa pressão [1] juntamente com o gás de sucção do
evaporador de média temperatura [15]. Devido ao controle de resfriamento intermediário, a temperatura de
sucção do compressor de alta pressão permanece em aproximadamente 20K acima da temperatura de
saturação intermediária.
Página 2 de 9Portal EA
17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Semelhante a Sistema booster para baixas temperaturas de evaporação
Semelhante a Sistema booster para baixas temperaturas de evaporação (20)
Sistema booster para baixas temperaturas de evaporação
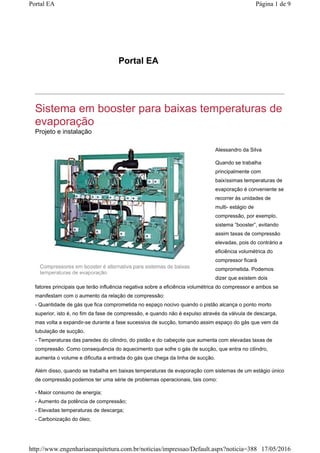
- 1. Portal EA Sistema em booster para baixas temperaturas de evaporação Projeto e instalação Alessandro da Silva Quando se trabalha principalmente com baixíssimas temperaturas de evaporação é conveniente se recorrer às unidades de multi- estágio de compressão, por exemplo, sistema “booster”, evitando assim taxas de compressão elevadas, pois do contrário a eficiência volumétrica do compressor ficará comprometida. Podemos dizer que existem dois fatores principais que terão influência negativa sobre a eficiência volumétrica do compressor e ambos se manifestam com o aumento da relação de compressão: - Quantidade de gás que fica comprometida no espaço nocivo quando o pistão alcança o ponto morto superior, isto é, no fim da fase de compressão, e quando não é expulso através da válvula de descarga, mas volta a expandir-se durante a fase sucessiva de sucção, tomando assim espaço do gás que vem da tubulação de sucção. - Temperaturas das paredes do cilindro, do pistão e do cabeçote que aumenta com elevadas taxas de compressão. Como consequência do aquecimento que sofre o gás de sucção, que entra no cilindro, aumenta o volume e dificulta a entrada do gás que chega da linha de sucção. Além disso, quando se trabalha em baixas temperaturas de evaporação com sistemas de um estágio único de compressão podemos ter uma série de problemas operacionais, tais como: - Maior consumo de energia; - Aumento da potência de compressão; - Elevadas temperaturas de descarga; - Carbonização do óleo; Página 1 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 2. - Diminuição da vida útil dos compressores; - Aquecimento dos enrolamentos dos motores no caso dos compressores semi-herméticos; - Diminuição do COP (Coeficiente de desempenho dos compressores), etc. Conceito do compressor em booster O compressor em booster nada mais é do que um compressor de simples estágio que opera no estágio de baixa pressão do sistema de refrigeração, sua descarga é conectada em série na sucção do compressor do estágio de alta pressão. Dessa forma se consegue reduzir sensivelmente a taxa de compressão do sistema resultando-se em maior vida útil dos compressores e menor consumo de energia. O “sistema booster” se aplica principalmente na refrigeração industrial e comercial, principalmente na indústria de alimentos bem como em supermercados, pois são instalações frigoríficas que normalmente operam entre temperatura de evaporação e condensação cuja diferença varia entre 50 a 80K. Além disso, operam com elevadas cargas térmicas de média e baixa temperatura, tornando-se ideias para esse tipo de aplicação. A figura 01 mostra um exemplo simplificado de aplicação dos compressores em booster, este sistema trabalha com compressores semi-herméticos de pistão em paralelo com cargas térmicas de média e baixa temperatura. Os compressores em booster pertencem ao rack do estágio de baixa que tem a descarga conectada em série na sucção dos compressores do estágio de alta através do intercooler, cuja função é atuar na separação do líquido, sub-resfriar a linha de líquido para os evaporadores de LT e dessuperaquecer o gás da descarga dos compressores em booster. Sistema de refrigeração com compressores em booster O principio de construção do sistema booster é mostrado nas figuras 2 e 3. É acrescentado um circuito extra no estágio de média pressão, mostrado por um evaporador de média temperatura [15], a linha de sucção desse evaporador é ligada ao coletor entre os compressores de baixa e alta pressão. O refrigerante proveniente do sub-resfriador [11] e o refrigerante proveniente do resfriamento intermediário (válvula de expansão [10]), também entram nesse coletor de sucção onde se misturam com o gás superaquecido dos compressores do estágio de baixa pressão [1] juntamente com o gás de sucção do evaporador de média temperatura [15]. Devido ao controle de resfriamento intermediário, a temperatura de sucção do compressor de alta pressão permanece em aproximadamente 20K acima da temperatura de saturação intermediária. Página 2 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 3. Recomendações especiais para o projeto e instalação - As principais características são idênticas aos sistemas montados com compressores de duplo estágio: Sem sub-resfriador (figura 2) e Com sub-resfriador (figura 3). - A seleção do compressor deverá ser feita de acordo com a recomendação do fabricante do mesmo. - A capacidade total do sub-resfriador [11] é calculada pela diferença de capacidade dos compressores booster com e sem sub-resfriamento multiplicado pelo número de compressores em paralelo. Para os fatores de correção das diferentes temperaturas do líquido, consultar o fabricante do compressor. - O sub-resfriador [11] e a válvula de expansão [10] deverão ser dimensionados de modo que as características do controle também sejam satisfatórias em operação com cargas parciais. Uma ampla capacidade pode necessitar da instalação de um sub-resfriador com múltiplo circuito. Nesse caso é vantagem utilizar válvulas de expansão separadas para o resfriamento intermediário no sub-resfriador. - As válvulas de expansão para o resfriamento intermediário deverão ser projetadas especialmente para esta aplicação, ao qual é desenvolvida para controlar o superaquecimento da sucção em aproximadamente 15 à 20K. Exemplo de seleção dos compressores em booster O exemplo a seguir mostra a aplicação de um rack booster utilizado em supermercado para atender cargas de baixa e média temperatura. Antes da seleção dos compressores é muito importante que os dados de projeto e as condições de aplicação sejam pré-definidas para facilitar a escolha dos compressores. Para esse exemplo foi utilizado o software de seleção de compressores BITZER versão 5.3.1. Dados de projeto: Carga térmica requerida (baixa temperatura de evaporação - LP) Qo1=40.0 KW Página 3 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 4. Carga térmica requerida (média temperatura de evaporação - HP) Qo2=67.0 KW Número de compressores (LP – 1º estágio de compressão):3 Número de compressores (HP – 2º estágio de compressão):4 Tensão / Freqüência:380V/03/60Hz Sub-resfriamento do líquido:Sim Condição de operação e projeto: Temperatura de evaporação (LP – 1º estágio de compressão)Te=-40ºC Temp. saturação intermediária / Temp.evap. (HP–2º estágio compressão) Tm = -10ºC Temperatura de condensação Tc =40ºC Temperatura da linha de líquido na saída do condensador TLLsc = 35ºC Temperatura da linha de líquido na saída do sub-resfriador TLLss = 0ºC Seleção dos compressores em booster: Compressores de baixa pressão - booster (LP - 1º estágio) 3 x 4J-13.2 Capacidade frigorífica Qo = 3 x 14,42 KW (43,26KW) Potência consumida Pe = 3 x 4,96 KW (14,88KW) Calor rejeitado dos compressores BOOSTER (Qo + Pe) Q (LP) = 58,14 KW Seleção dos compressores de alta pressão (HP - 2º estágio de compressão): Capacidade frigorífica (média temperatura de evaporação) Qo2 = 67,0 KW Calor rejeitado dos compressores BOOSTER (Qo’ + Pe) Qo(LP) = 58,14 KW Capacidade frigorífica necessária [Q(LP) + Qo2] Qo(HP) = 125,14 KW Compressores de alta pressão 4 x 4PCS-15.2 Capacidade frigorífica Qo = 4 x 32,5 KW (130,0 KW) Potência consumida Pe = 4 x 10.52 KW (42,08 KW) Calor rejeitado total (Qo + Pe) Q (HP) = 172,08 KW Sistemas com compressores em booster para NH3 e CO2 Nas instalações industriais com sistema “booster” é muito comum a aplicação da amônia. Os racks com NH3 utilizam somente compressores do tipo aberto livres de cobre e suas ligas, pois devido à Página 4 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 5. incompatibilidade desse refrigerante com o cobre utilizado no motor elétrico, torna-se inviável a utilização de compressores semi-herméticos. Normalmente para pequenas capacidades são utilizados os compressores de pistão (alternativos), e para cargas elevadas são aplicados os compressores parafuso. As figuras 4 e 5 mostram exemplos de compressores abertos de pistão e parafuso utilizados com NH3. Figuras 4 e 5: Exemplos de compressores abertos de pistão e parafuso utilizados com NH3 Para controlar o nível de óleo dos compressores abertos alternativos com amônia, normalmente é utilizado um separador individual em conjunto com a equalização de óleo e gás, conforme aparece na figura 6. Página 5 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 6. Quando a carga térmica do estágio de alta pressão com a amônia é elevada, recomenda-se a aplicação dos compressores abertos parafuso. Esses compressores são os mais apropriados para esse tipo de aplicação, pois utilizam separadores de óleo primário e secundário (sistema inundado), também empregam resfriadores de óleo e sistema “Economizer” para aumentar a capacidade frigorífica, a figura 7 mostra um exemplo simplificado de um compressor parafuso com separador de óleo primário e secundário e resfriador de óleo. A figura 8 mostra um exemplo simplificado de rack com compressores parafuso montados em paralelo com NH3. Por outro lado, nas instalações frigoríficas comerciais, principalmente nos supermercados que trabalham com sistemas “booster”, fica restrito a utilização da amônia com expansão direta por diversos motivos, entre os principais são sua toxidade no caso de vazamento, contaminação dos produtos perecíveis Página 6 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 7. estocados, alto custo inicial e operacional de toda a planta frigorífica, etc. Consequentemente, refrigerantes naturais como o R744 (CO2) é uma tendência na refrigeração comercial para supermercados na configuração em “booster”. Refrigerantes sintéticos como o R22 também foi muito utilizado no passado, porém de acordo com o Protocolo de Montreal o congelamento das substâncias HCFCs no Brasil está previsto a partir de 2013. Os racks de CO2 utilizam compressores semi-herméticos. Estes compressores possuem placas de válvulas projetadas para assegurar elevadas taxas de fluxo de massa, as buchas são de Nylon impregnado (PTFE) para garantir a retenção do óleo nas superfícies de contato e melhor lubrificação sob pressões elevadas de operação com CO2. Os motores instalados nesses compressores semi-herméticos com CO2 são relativamente maiores devido à sua elevada capacidade de refrigeração que é superior a do R22, R404A ou R507 - aproximadamente de 5 a 8 vezes. Os compressores de CO2 são fisicamente bem menores quando comparados com os de R22, R404A ou R507. A figura 9 mostra um compressor em corte utilizado para CO2. Sabe-se que a presença do óleo no circuito frigorífico é indesejável, porém quando se fala em instalações comerciais para supermercado este fato torna-se ainda mais preocupante, pois nesse tipo de sistema é comum a utilização da expansão direta onde as linhas de líquido e sucção percorrem distâncias que ultrapassam dezenas de metros entre a sala de máquina e os evaporadores. Dessa forma, devemos ter muito cuidado no cálculo da tubulação para obter diâmetros de tubulação que garantem velocidades suficientes de arraste de óleo aos compressores, e também centrais frigoríficas (racks) com sistemas de lubrificação muito bem definidos que minimizem a quantidade de óleo no circuito e que garante o bom desempenho dos compressores. Figura 9: Compressor em corte utilizado para CO2 Para controlar o nível de óleo dos compressores aplicados com CO2 é utilizado separador + pulmão de óleo (sistema de alta pressão) em conjunto com reguladores de nível de óleo eletrônico Traxoil, que foram desenvolvidos exclusivamente para o uso com sistemas de CO2 e podem ser instalados diretamente no visor de óleo do compressor. As figuras 10 e 11 mostram um exemplo simplificado do sistema de retorno de óleo utilizando reguladores de nível eletrônicos Traxoil juntamente com separador de óleo OILPACK para os compressores com CO2, este sistema é muito parecido com os sistemas utilizados com halogenados. Página 7 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 8. Figura 11 - Exemplo do sistema de retorno de óleo O sistema da figura 12 é construído em booster dividido em dois estágios (LT e MT) com linha de remoção de vapor (flash gas line). O gás de sucção dos compressores do estágio de alta pressão é resultado da mistura do gás proveniente da linha de remoção de vapor (tanque de líquido) e também com o gás de sucção dos evaporadores de média temperatura. O vapor de descarga dos compressores de baixa pressão é resfriado e descarregado com segurança no tanque de líquido. A configuração em booster aplicada com CO2 transcrítico foi adotada pelos OEMs europeus devido ao retorno de óleo seguro e elevada eficiência energética do sistema. O conceito da linha de remoção de vapor (flash gas line) foi aplicado para permitir uma pressão mais baixa do CO2 na distribuição do sistema, viabilizando a utilização de componentes normalmente encontrados no mercado. Página 8 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388
- 9. Conclusão Sabemos que cada projeto de instalação frigorífica possui sua própria característica construtiva, operacional, etc. Neste caso é difícil de estimar exatamente quanto que seriam os ganhos com o consumo de energia, porém referente aos aspectos operacionais o custo & benefício do sistema “booster”, sem dúvida é um dos mais indicados em baixas temperaturas e merece todo mérito quando comparado aos sistemas de um único estágio de compressão. Alessandro da Silva – Engenheiro de aplicação da Bitzer Compressores Referências Bibliográficas Literatura: 1- Bitzer, Refrigerant Report, 15º Edição, 2008. 2- Catálogos de compressores semi-herméticos e abertos da Bitzer para o R744 e R717. 3- Normas técnicas: Em 378-1; Ashrae 34-92. 4- Manual de Boas Práticas em Supermercados para Sistemas de Refrigeração e Ar Condicionado. Fluidos Refrigerantes Alternativos - Ministério do Meio Ambiente, ABRAS e ABRAVA, pág. 15 –19. 5- Silva, Alessandro. Dióxido de Carbono – CO2 (R744), Utilizado como Fluido Refrigerante em Sistemas de Refrigeração Comercial e Industrial, Editora Nova Técnica – vol 01, pág. 39 – 76, 2009. 6- Silva, Alessandro. Aplicações do CO2 no setor de Refrigeração Comercial para Supermercados – Uso de Fluidos Naturais em Sistemas de Refrigeração e Ar Condicionado – Ministério do Meio Ambiente – MMA, Publicação Técnica, pág. 129 – 153, 2008. 7- Silva, Alessandro. Coleção Técnica – Refrigeração Comercial, Editora Nova Técnica – vol 01, 2007. Página 9 de 9Portal EA 17/05/2016http://www.engenhariaearquitetura.com.br/noticias/impressao/Default.aspx?noticia=388