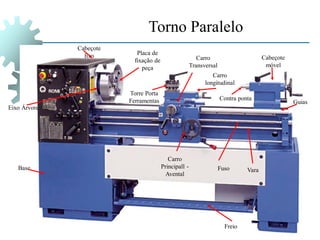
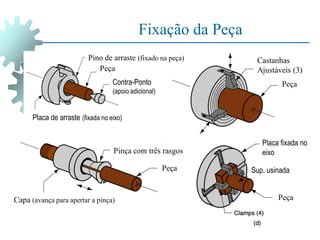
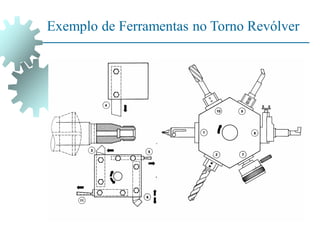
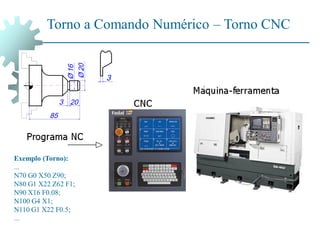
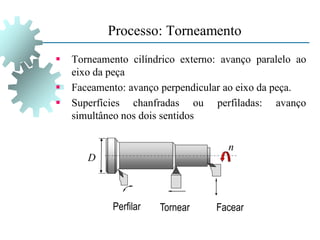
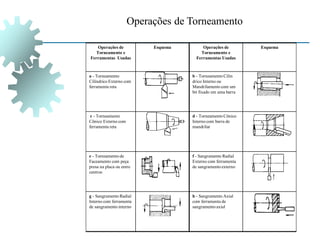
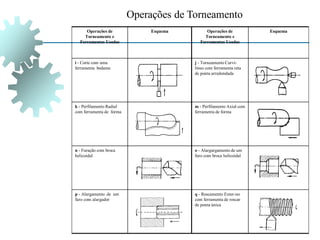
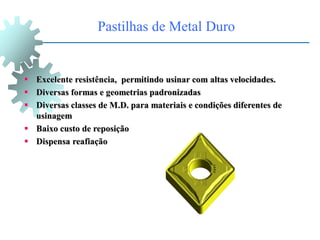
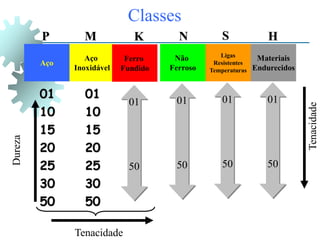
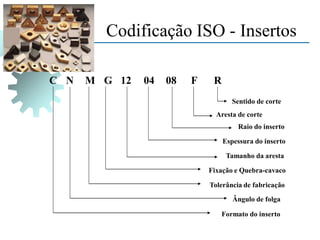
O documento descreve o processo de torneamento, definindo-o como um processo de usinagem para superfícies cilíndricas e cônicas usando uma ferramenta monocortante em uma máquina ferramenta chamada torno. Ele também discute vários tipos de operações de torneamento e ferramentas usadas, além de parâmetros de corte e codificações para ferramentas e porta-ferramentas.





![Parâmetros de Corte
Notação
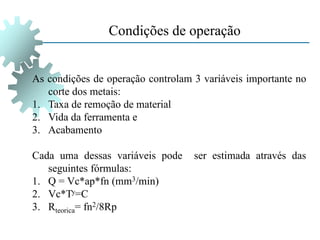
Vc: Velocidade de Corte [m/min]
fn: Avanço [mm/volta]
ap: Profundidade de usinagem [mm]
1000
n
D
vc
2
d
D
ap
n
f
V
V
L
t
n
f
f
c
D
L](https://image.slidesharecdn.com/aula05torneamentosem-05342017-240312185540-8e445ea3/85/Aula-05-Torneamento-SEM-0534-2017-pdfdsd-29-320.jpg)