Transferir como PDF, PPTX















![– Aplicação ao processo de estampagem de chapas soldadas –
MODELAÇÃO MECÂNICA E SIMULAÇÃO NUMÉRICA DO PROCESSO DE ESTAMPAGEM MULTI-ETAPAS
Introdução > Ferramentas Numéricas > Estudos Numéricos e Experimentais > Conclusões
Remapeamento sucessivo de uma malha circular
Avaliação dos métodos de remapeamento
T x
• Malha simétrica relativamente aos planos perpendiculares à direcção planar
• N incrementos angulares de rotação entre [0°, 90°]
• N operações sucessivas de remapeamento
• Comparação da variável nos estados inicial e N nas mesmas posições dos pontos de Gauss
2 2
22
20 1 cos 2 ,
x y
T r r r
a
x
Características do teste](https://image.slidesharecdn.com/ajbaptistatesephdjan2007pres-130908152639-/85/Apresentacao-Doutoramento-PhD-Thesis-Antonio-Baptista-AJ-Baptista-Jan-2007-17-320.jpg)
![– Aplicação ao processo de estampagem de chapas soldadas –
MODELAÇÃO MECÂNICA E SIMULAÇÃO NUMÉRICA DO PROCESSO DE ESTAMPAGEM MULTI-ETAPAS
Remapeamento sucessivo de uma malha circular
Avaliação dos métodos de remapeamento
Introdução > Ferramentas Numéricas > Estudos Numéricos e Experimentais > Conclusões
Erro de remapeamento em função do número de incrementos (N)
0.00
0.03
0.06
0.09
0.12
0.15
0.18
0 1 2 3 4 5 6 7 8 9
Número de incrementos de rotação
ErroRMS[%]
Método I Método II Método III
115.7
219.7
0
4
8
12
16
20
0 1 2 3 4 5 6 7 8 9
Número de incrementos de rotação
ErromáximoRMS[%]
Método I Método II Método III
0.00
0.03
0.06
0.09
0.12
0.15
0.18
0 1 2 3 4 5 6 7 8 9
Número de incrementos de rotação
ErroRMS[%]
Método I Método II Método III
Erromáximo
[%]
Erromáximo[%]
Erro RMS normalizado Erro máximo normalizado
Método III – Método do remapeamento incremental volúmico
Método II – Método de remapeamento através de mínimos quadrados móveis
Método I – Método de remapeamento por interpolação/extrapolação simples](https://image.slidesharecdn.com/ajbaptistatesephdjan2007pres-130908152639-/85/Apresentacao-Doutoramento-PhD-Thesis-Antonio-Baptista-AJ-Baptista-Jan-2007-18-320.jpg)

![– Aplicação ao processo de estampagem de chapas soldadas –
MODELAÇÃO MECÂNICA E SIMULAÇÃO NUMÉRICA DO PROCESSO DE ESTAMPAGEM MULTI-ETAPAS
0
1000
2000
3000
4000
10 30 50 70 90 110 130 150 170
Erro absoluto [MPa]
Númerodenós
12.4x
Caso de estudo – NUMISHEET’05 Benchmark#3
Avaliação dos métodos de remapeamento
Introdução > Ferramentas Numéricas > Estudos Numéricos e Experimentais > Conclusões
Channel Draw/Cylindrical Cup: Resultados de remapeamento para σxx
0
1000
2000
3000
4000
10 30 50 70 90 110 130 150 170
Erro absoluto [MPa]
Númerodenós
54.7x
0
1000
2000
3000
4000
10 30 50 70 90 110 130 150 170
Erro absoluto [MPa]
Númerodenós
29.8x
0
1000
2000
3000
4000
10 30 50 70 90 110 130 150 170
Erro absoluto [MPa]
Númerodenós
17.5x
– 45%
– 68% – 77%
Método I Método III (NL = 5)
Método III (NL = 10) Método III (NL = 15)](https://image.slidesharecdn.com/ajbaptistatesephdjan2007pres-130908152639-/85/Apresentacao-Doutoramento-PhD-Thesis-Antonio-Baptista-AJ-Baptista-Jan-2007-20-320.jpg)
![– Aplicação ao processo de estampagem de chapas soldadas –
MODELAÇÃO MECÂNICA E SIMULAÇÃO NUMÉRICA DO PROCESSO DE ESTAMPAGEM MULTI-ETAPAS
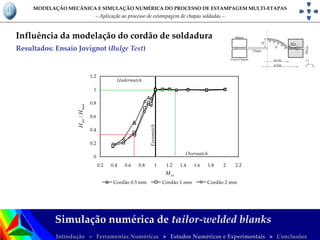
Influência da modelação do cordão de soldadura
Simulação numérica de tailor-welded blanks
Introdução > Ferramentas Numéricas > Estudos Numéricos e Experimentais > Conclusões
Caracterização do estudo
• Ensaios mecânicos simples representativos de trajectórias típicas de estampagem
• Consideram-se propriedades teóricas para os materiais de base (MB) e da soldadura
• Três orientações do cordão face à solicitação (transversal, longitudinal, 45°)
• Três larguras de cordão (0.5 mm, 1 mm, 2 mm)
Caracterização do material da soldadura
• σ0 da soldadura face ao MB: {±10%; ±30%; ±50%}
• Coeficiente de encruamento face ao MB: {± 50%}
Soldadura
u
ul MB
u
M
Mul < 1 - Undermatch
Mul ≈ 1 - Evenmatch
Mul > 1 - Overmatch Deformação
Tensão[MPa]
0
200
400
600
800
0.00 0.20 0.40 0.60](https://image.slidesharecdn.com/ajbaptistatesephdjan2007pres-130908152639-/85/Apresentacao-Doutoramento-PhD-Thesis-Antonio-Baptista-AJ-Baptista-Jan-2007-21-320.jpg)





![– Aplicação ao processo de estampagem de chapas soldadas –
MODELAÇÃO MECÂNICA E SIMULAÇÃO NUMÉRICA DO PROCESSO DE ESTAMPAGEM MULTI-ETAPAS
Ensaio padronizado de retorno elástico (“Ensaio Demeri”)
Introdução > Ferramentas Numéricas > Estudos Numéricos e Experimentais > Conclusões
Resultados (Aço Macio – DC06): Curva de força do punção
Estampagem multi-etapas
0
20
40
60
80
100
0 10 20 30 40 50 60
Deslocamento do punção [mm]
Forçadopunção[kN]
Numérico monolítico Experimental monolítico
Numérico TWB Experimental TWB
0
20
40
60
80
100
0 10 20 30 40 50 60
Deslocamento do punção [mm]
Forçadopunção[kN]
Numérico monolítico Experimental monolítico
Numérico TWB Experimental TWB
Forçadopunção[kN]
Deslocamento do punção [mm]](https://image.slidesharecdn.com/ajbaptistatesephdjan2007pres-130908152639-/85/Apresentacao-Doutoramento-PhD-Thesis-Antonio-Baptista-AJ-Baptista-Jan-2007-28-320.jpg)
![– Aplicação ao processo de estampagem de chapas soldadas –
MODELAÇÃO MECÂNICA E SIMULAÇÃO NUMÉRICA DO PROCESSO DE ESTAMPAGEM MULTI-ETAPAS
Introdução > Ferramentas Numéricas > Estudos Numéricos e Experimentais > Conclusões
Experimental monolítico
Abertura = 33.5 mm
Ensaio padronizado de retorno elástico (“Ensaio Demeri”)
Resultados (Aço Macio – DC06): Abertura dos anéis [mm]
Numérico monolítico
Experimental TWB Numérico TWB
Abertura = 35.4 mm
Estampagem multi-etapas
35.3 36.136.1](https://image.slidesharecdn.com/ajbaptistatesephdjan2007pres-130908152639-/85/Apresentacao-Doutoramento-PhD-Thesis-Antonio-Baptista-AJ-Baptista-Jan-2007-29-320.jpg)




Este documento descreve a modelação mecânica e simulação numérica do processo de estampagem multi-etapas, incluindo o uso de ferramentas numéricas e estudos numéricos e experimentais. Aborda tópicos como a simulação de chapas soldadas e o remapeamento de variáveis entre malhas para simulações sequenciais.