Desenvolvimento e propriedades dos aços inoxidáveis
1. Sandvik Materials Technology
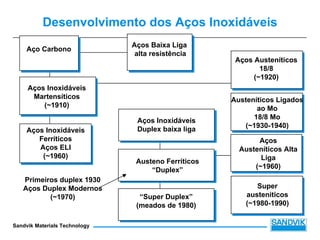
Desenvolvimento dos Aços Inoxidáveis
Aço Carbono
Aços Inoxidáveis
Martensíticos
(~1910)
Aços Inoxidáveis
Ferríticos
Aços ELI
(~1960)
Aços Baixa Liga
alta resistência
Aços Austeníticos
18/8
(~1920)
Austeníticos Ligados
ao Mo
18/8 Mo
(~1930-1940)
Aços
Austeníticos Alta
Liga
(~1960)
Super
austeniticos
(~1980-1990)
Aços Inoxidáveis
Duplex baixa liga
Austeno Ferríticos
“Duplex”
“Super Duplex”
(meados de 1980)
Primeiros duplex 1930
Aços Duplex Modernos
(~1970)
3. Sandvik Materials Technology
Composição Química - Comparativo
Qualidade UNS No. Cr Ni Mo N
304L S30403 18.5 10 – –
316L S31603 17.5 13 2.6 –
SAF 2304 S32304 23 4.5 – 0.1
SAF 2205 S31803 22 5.5 3.2 0.18
SAF 2507 S32750 25 7 4 0.3
2RK65 N08904 20 25 4.5 –
Sanicro 28 N08028 27 31 3.5 –
254SMO S31254 20 18 6.1 0.20
4. Sandvik Materials Technology
Sandvik Cr Ni Mo N C Si Mn P S
max max max max max
SAF 2507 25 7 4 0.3 0.02 0.8 1.2 0.030 0.015
SAF 2205 22 5.5 3.2 0.18 0.03 1.0 2.0 0.030 0. 015
SAF 2304 23 4.5 - 0.1 0.03 0.5 1.2 0.035 0. 015
Composição Química (%peso)
5. Sandvik Materials Technology
Cr Ni Mo N PRE
Ferrita 26,5 5,8 4,5 0,06 42,3
Austenita 23,5 8,2 3,5 0,48 42,7
Nominal 25 7 4 0,3
Material SAF 2507
PRE = %Cr + 3,3x%Mo + 16x%N
PRE nominal = 43
PRE minimo > 41
Partição dos Elementos de Liga
6. Sandvik Materials Technology
Standards- Type of steel
Sandvik UNS EN* W-Nr DIN AFNOR SS
SAF 2507 S32750 1.4410 - X 2 CrNiMoN 25 7 4 - 2328
SAF 2205 S31803 1.4462 1.4462 X 2 CrNiMoN 22 5 3 Z 2 CND 22-05-03 2377
SAF 2304 S32304 1.4362 1.4362 X 2 CrNiN 23 4 Z 2 CN 23-04AZ 2327
* Valid for sheet/plate, strip, semifinished products, bars, rods and sections for general
purposes (not for pressure purposes)
7. Sandvik Materials Technology
Sandvik Tubos Flanges Conexões Chapas Barras Forjados
SAF 2507 ASTM A789; A790 ASTM A182 ASTM A182 ASTM A240 ASTM A479 -
SAF 2205 ASTM A789; A790 ASTM A182; ASTM A182; ASTM A240; ASTM A276; ASTM A276;
SEW 400; SEW 400 A815; SEW 400 A479; SEW 400
NFA 49-217 SEW 400 SEW 400
SAF 2304 ASTM A789; A790; - - SEW 400 SEW 400
SEW 400
SEW 400
Normas de Fabricação
8. Sandvik Materials Technology
Limite de Escoamento Rp0,2
Duplex vs. Aços Inoxidáveis Austeníticos
0
400
500
600
200
300
100
316L
SAF
2304
2RK65
SAF
2205
254SMO
SAF
2507
MPa
9. Sandvik Materials Technology
Propriedades Mecânicas
Sandvik Tensão Tensão Alonga- Dureza
Escoamento Ruptura mento Vickers
0.2 % offset A
MPa MPa %
min min média
SAF 2507 550 800-1000 25 290
SAF 2205 450 680-880 25 260
SAF2304 400 600-820 25 230
Valores Típicos para espessura de parede <20mm
12. Sandvik Materials Technology
Resistência a fadiga
0
50
100
150
200
250
300
304 SAF 2304 SAF 2205 SAF 2507
σ , MPa
• Tensão de tração flutuante
• Nr. Ciclos: 2 milhões
• Probabilidade de fratura de 50%.
13. Sandvik Materials Technology
z Tamanho de grão refinado (LE = K1 + K2 / √D)
z Endurecimento por solução sólida substitucional
z Endurecimento por solução sólida intersticial
9 N na austenita
Mecanismos de Endurecimento
14. Sandvik Materials Technology
Tamanho de grão – L.E.
1
Hall-Petch σ 0.2 = σ 0 + k — ; d = tamanho de grão
d
1
—
d
Redução tamanho de grão
Planos de escorregamento
σ 0.2
23. Sandvik Materials Technology
P = 2 Sm Tmin
D - 2y T min
P = máxima pressão interna
T min = espessura de parede minima em mm
Sm = tensão admissível em ksi
D = diâmetro externo em mm
Y = coef. OD - T
Valores de Sm TP 316 20,0 ksi (até 100 F)
SAF 2205 30,0 ksi (até 100 F)
SAF 2507 38,7 ksi (até 100 F)
Máxima pressão interna - ASME B31.3
25. Sandvik Materials Technology
Colapsing acc. to ASME, SecVIII,Div1
Calculation acc. to UG-28: Thickness of shells and tubes under external pressure.
OD (mm) WT (mm) 316L SAF2507
6,35 0,89 2850 6000
1,24 4750 9500
1,65 5950 13500
9,53 1,24 2450 5000
1,65 3900 8300
2,11 5300 11000
12,70 1,65 2450 5000
2,11 5000 7900
Max. External Pressure (psi)
26. Sandvik Materials Technology
Controle de Intermetálicos
z Dureza
z Metalografia
z Resistência ao Impacto
z Corrosão, TCP (ASTM G48)
9 ASTM A 923 - Standard Test Methods for Detecting
Detrimental Intermetallic Phase in Wrought
Austenitic/Ferritic Stainless Steels.
9 Documento Sandvik S-5160 - Specification and delivery
testing of duplex stainless steels
27. Sandvik Materials Technology
Propriedades Físicas
Densidade aproximadamente 7.8 g/cm3.
Condutibilidade Térmica, (W/moC)
Qualidade Temperatura oC
20 100 200 300 400
W/moC
SAF 2507 14 15 16 18 20
SAF 2205 14 15 17 18 20
SAF 2304 16 17 18 19 21
AISI 316L 14 15 17 18 20
29. Sandvik Materials Technology
Conclusões
z Os aços inoxidáveis duplex apresentam interessante
conjunto de propriedades. O limite elástico por exemplo é
pelo menos duas vezes o valor observado para aços
inoxidáveis austeníticos convencionais como TP304L e
TP316L.
z Os duplex apresentam alta tenacidade na faixa de
temperatura entre -50 e 300 ºC. Acima de 300 ºC o uso dos
duplex deve ser criteriosamente avaliado.
z Se tratados adequadamente intermetálicos não
representam problema para os duplex.
30. Sandvik Materials Technology
Influência dos elementos de liga na
resistência a corrosão (por pite e por fresta)
z Positiva
9 Cr
9 Mo
9 N
9 Si
z Negativa
9 W
9 C
9 Mn
9 S
9 Ni
9 Cu
9 S
9 P
31. Sandvik Materials Technology
Influência dos elementos de liga na
resistência a corrosão
z Positiva
9 Cr
9 Mo
9 N
Equivalente de resistência por Pites
PRE = %Cr + 3,3 x %Mo + 16 x %N
PRE = %Cr + 3,3 x %Mo + 30 x %N.
32. Sandvik Materials Technology
Equivalente de Resistência a Pite
PRE = %Cr + 3,3x(%Mo) + 16x(%N)
Designação
Sandvik AISI / UNS %Cr %Mo %N PRE
3R12 304L 18 - - 18
3R60 316L 17 2,2 - 24
SAF 2304 S 32304 23 - 0,1 25
3R64 317L 18,5 3,1 - 29
2RK65 (904L) N 08904 20 4,5 - 35
SAF 2205 S 31803 22 3,1 0,2 35
254 SMO S 31254 20 6 0,2 43
SAF 2507 S 32750 25 4 0,3 43
Obs: os valores de PRE indicados são nominais , não mínimos
33. Sandvik Materials Technology
Temperature Crítica de Pite
6% FeCl3, ASTM G48A
Parent metal
Welds (min-max)
6Mo+N
austenitic
AISI
904L
SAF 2205
(UNS S31803)
90
(195)
70
(160)
50
(120)
30
(85)
10
(50)
CPT, °C (°F)
SAF 2507
(UNS S32750)
34. Sandvik Materials Technology
Temperatura Crítica de Pite
Solução neutra de NaCl , +300 mV SCE
CPT, °C (°F), 300 mV SCE
0
(32)
20
(68)
40
(105)
60
(140)
80
(175)
100
(210)
Cl–, weight-%
0.01 0.02 0.05 0.10 0.20 0.50 1.0 2.0
SAF 2205
AISI 304L
SAF 2304
AISI 316L
Pitting
No pitting
37. Sandvik Materials Technology
Temperatura Crítica de corrosão por fresta
ASTM G48B
90
(195)
70
(160)
50
(120)
30
(85)
10
904L
CCT, °C (°F)
*25Cr - 3Mo - .2N
6Mo+N
austenitic
25 Cr
Duplex*
SAF
2205
SAF
2507
(50)
38. Sandvik Materials Technology
Resistência a CST
Temperature,°C (°F)
0
(32)
50
(120)
100
(210)
150
(300)
200
(390)
250
(480)
300
(570)
0.0001 0.001 0.01 0.1 1 10
Cl–, weight-%
SCC
No SCC
N08028/Sanicro 28
SAF 2205
AISI 304/304L
AISI 316/316L
904L
SAF 2507
No cracking
SAF 2304
Autoclave
pressâo total 100 bar
solução neutra de Cl-
8 ppm de oxigênio
duração = 1000 horas
σ = σ escoamento
39. Sandvik Materials Technology
Resultados de teste CST com carga constante em
40% CaCl2, pH = 1.5 a 100°C, solucão aerada
1.0
0.2 0.4 0.6 0.8
Stress/Tensile strength
SAF 2507
100
200
300
400
500
600
Time to failure, h
AISI 316L
SAF 2205
41. Sandvik Materials Technology
Perda de massa em água do
mar sintética (ASTM 0-114)
0.025–0.25% areia. Velocidade de escoamento 8.9–23.9 m/s. Temp 25°C.
SAF 2507 6Mo + N
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
SAF 2205
Relative
mass loss rate
42. Sandvik Materials Technology
NACE MR0175
z SAF2205
9 up 232°C , PH2S < 0.3 psi
9 Dureza < HRC 36
z SAF2507
9 up 232°C , PH2S < 1.5 psi
9 Dureza < HRC 32
54. Sandvik Materials Technology
Teste de longa duração em Água do Mar
Temperatura : 1 a 20 °C
Teor de oxigênio: 6-10 ppm
Salinidade: ~ 3%
Tempo de teste: 4 anos
CPs com solda
Posicionamento incluindo
regiões de “splash”
55. Sandvik Materials Technology
Conclusões
z Os aços inoxidáveis duplex possuem alta resistência a
corrosão generalizada em vários meios
z A resistência a corrosão por pite dos duplex é excelente,
sendo comparável ou mesmo superior a ligas austeníticas
com alto teor de elementos de liga.
z Os duplex, embora não contenham alto teor de níquel,
apresentam excelente resistência a corrosão sob tensão
por cloretos.
56. Sandvik Materials Technology
Welding of SAF 2507 tubes to
SAF 2507 tube sheet.
Joint preparation Weld pass sequence
Base metal
Form: Tube tube sheet
Material specification:UNS S32750 UNS S32750
Trade name: SAF 2507 SAF 2507
Dimension, mm: 19.05 x 1.65 t = 40
Welding conditions
Filler metal
Trade name: Sandvik 25.10.4.L
Dimension, mm: Ø 1.6
Welding technique
Process: TIG (GTAW)
String or weave: Stringer beads
Initial/Interpass cleaning:Degrease joint area
Post weld cleaning: Stainless steel brush and/or
pickling paste
Preheat: None
Post weld heat treatment: None
Shielding gas: Ar 97% N2
3%
Flow rate, l/min: 10
Pass Welding Filler Current Voltage Travel Heat input
No. process Designation Size, mm Polarity Range, A Range, V speed, mm/min kJ/mm
1 TIG 25.10.4.L 1.6 DC- 60-100 10-11 40-110 0.2-1.5
57. Sandvik Materials Technology
Joint preparation
Material
Form: Tube tube sheet
Specification: UNS S32750
Trade name: SAF 2507 C-steel
Dimension, mm: 19.05 x 1.65 t= 40 mm
Expansion technique
Process: Self-feeding
mandrel
Number of rolls: 3
Tool width (mm): 35
Degree of expansion, %: 8 ± 2
Parameter setting
1. Take out 8 - 10 tube holes for testing.
2. Measure tube hole diameters.
3. Measure ID and OD of the tubes to be expanded into
these holes.
4. For the given degree of expansion, calculate the aimed
internal diameter that should be measured after
expansion.
5. Expand. Start with low parameters. Measure internal
diameter.
6. Adjust torque setting until the correct internal diameter is
achieved.
Expansion practise
1. Clean tube/tube holes.
2. Check tube/tube holes for scratches, edges or other
damages.
3. Use lubricant during expansion.
4. Let the tool cool down regularly.
5. For every 30th joint check the degree of expansion.
Adjust torque setting if necessary.
6. Visually check joint after expansion.
Tube to tubesheet expansion