Baixado 1.814 vezes
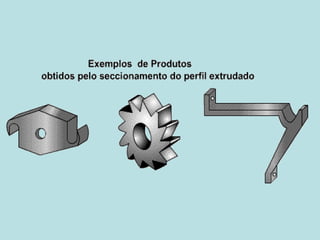


O documento descreve o processo de extrusão, no qual o material é forçado através de uma matriz, adquirindo a forma desejada. Detalha os tipos de extrusão, como direta, indireta e hidrostática, e os materiais mais comumente extrudados, como alumínio e aço. Também aborda defeitos como trincas e suas causas, como altas temperaturas ou velocidades.













![Extrusão [Síntese]](https://cdn.slidesharecdn.com/ss_thumbnails/extruso-150820043200-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)