Transferir como PDF, PPTX
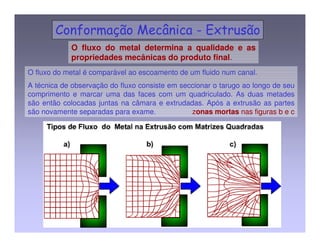
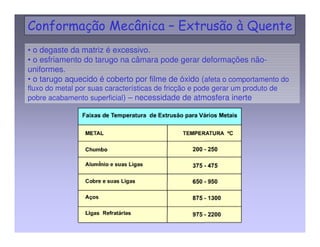
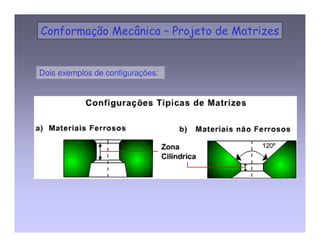

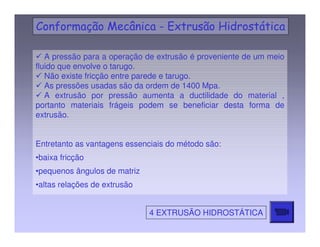


O documento descreve os processos de extrusão, incluindo extrusão direta, a quente e a frio. A extrusão direta envolve forçar um bloco de metal através de uma matriz usando pressão elevada. A extrusão a quente usa temperaturas mais altas e a extrusão a frio produz peças com melhores propriedades mecânicas. Vários tipos de extrusão são discutidos como a hidrostática e por impacto.

































![Extrusão [Síntese]](https://cdn.slidesharecdn.com/ss_thumbnails/extruso-150820043200-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)













