Trabalho de fresa
•Transferir como DOCX, PDF•
0 gostou•209 visualizações

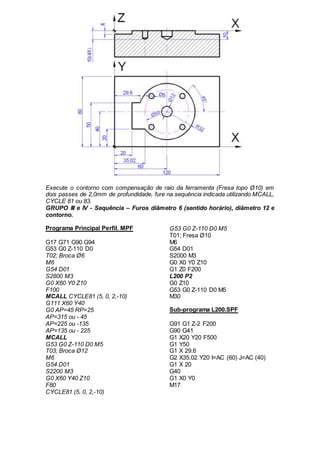
Execute o contorno com compensação de raio da ferramenta (Fresa topo Ø10) em dois passes de 2,0mm de profundidade, fure na sequência indicada utilizando MCALL, CYCLE 81 ou 83. GRUPO I e II – Sequência – Contorno, furos diâmetro 6 (sentido anti-horário) e diâmetro12. Programa Principal Perfil. MPF

Recomendados
Mais conteúdo relacionado
Destaque
Destaque (20)
Trabalho de fresa
- 1. Execute o contorno com compensação de raio da ferramenta (Fresa topo Ø10) em dois passes de 2,0mm de profundidade, fure na sequência indicada utilizando MCALL, CYCLE 81 ou 83. GRUPO III e IV - Sequência – Furos diâmetro 6 (sentido horário), diâmetro 12 e contorno. Programa Principal Perfil. MPF G17 G71 G90 G94 G53 G0 Z-110 D0 T02; Broca Ø6 M6 G54 D01 S2800 M3 G0 X60 Y0 Z10 F100 MCALL CYCLE81 (5, 0, 2,-10) G111 X60 Y40 G0 AP=45 RP=25 AP=315 ou - 45 AP=225 ou -135 AP=135 ou - 225 MCALL G53 G0 Z-110 D0 M5 T03; Broca Ø12 M6 G54 D01 S2200 M3 G0 X60 Y40 Z10 F80 CYCLE81 (5, 0, 2,-10) G53 G0 Z-110 D0 M5 T01; Fresa Ø10 M6 G54 D01 S2000 M3 G0 X0 Y0 Z10 G1 Z0 F200 L200 P2 G0 Z10 G53 G0 Z-110 D0 M5 M30 Sub-programa L200.SPF G91 G1 Z-2 F200 G90 G41 G1 X20 Y20 F500 G1 Y50 G1 X 29.6 G2 X35.02 Y20 I=AC (60) J=AC (40) G1 X 20 G40 G1 X0 Y0 M17
- 2. Execute o contorno com compensação de raio da ferramenta (Fresa topo Ø10) em dois passes de 2,0mm de profundidade, fure na sequência indicada utilizando MCALL, CYCLE 81 ou 83. GRUPO I e II – Sequência – Contorno, furos diâmetro 6 (sentido anti-horário) e diâmetro12. Programa Principal Perfil. MPF G17 G71 G90 G94 G53 G0 Z-110 D0 G53 G0 Z-110 D0 M5 T01; Fresa Ø10 M6 G54 D01 S2000 M3 G0 X0 Y0 Z10 G1 Z0 F200 L200 P2 G0 Z10 G53 G0 Z-110 D0 M5 T02; Broca Ø6 M6 G54 D01 S2800 M3 G0 X60 Y0 Z10 F100 MCALL CYCLE81 (5, 0, 2,-10) G111 X60 Y40 G0 AP=45 RP=25 AP=135 AP=225 AP=315 MCALL G53 G0 Z-110 D0 M5 T03; Broca Ø12 M6 G54 D01 S2200 M3 G0 X60 Y40 Z10 F80 CYCLE81 (5, 0, 2,-10) M30 Sub-Programa L200.SPF G91 G1 Z-2 F200 G90 G42 G1 X20 Y20 F500 G1 X35.02 G3 X29.06 Y250 I=AC (60) J=AC (40) G1 X 20 G1 Y50 G40 G1 X0 Y0 M17