Jigs fixtures
•Transferir como PPT, PDF•
6 gostaram•7,326 visualizações

Here i have presented a brief detail about jigs and fixture along with picture.

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a Jigs fixtures
Semelhante a Jigs fixtures (20)
Último
Último (20)
Jigs fixtures
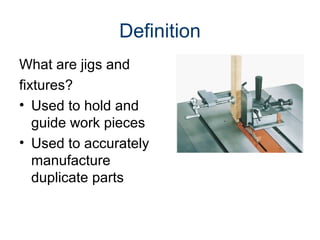
- 1. Definition What are jigs and fixtures? • Used to hold and guide work pieces • Used to accurately manufacture duplicate parts
- 2. Why Use Jigs & Fixtures? • Quality • Safety
- 3. Common Fixture Systems Hold down clamp on a compound miter saw Jig adjustable fence found on most table saws
- 6. Common Fixture Systems Simple aftermarket vice system, shown on the bed of a milling machine
- 7. Strap Clamps
- 8. Strap Clamps Strap clamps holding a piece of stock for cutting
- 9. The V-Block V-Blocks can be used to hold cylindrical stock for machining or drilling operations
- 10. The V-Block Strap clamps affix v-blocks to the mill table V-block setup holding a piece of copper tubing
- 11. More Advanced Fixtures Pneumatic vice
- 12. More Advanced Fixtures Air vice
- 13. More Advanced Fixtures • Rubber stoppers • Aluminum bushing rods • Size limitations • Cutting speed limitations • No base obstructions
- 14. More Advanced Fixtures Venture System releases air through the nozzle, which in turn creates a vacuum in the base of the air vice Nozzle Air supply Air pressure regulator This end attaches to the base
- 15. Image Resources Inside Woodworking. Retrieved June 12, 2008, from http://www.insidewoodworking.com/tools/images/woodw orking-jigs-tennoning-jig.jpg Rockler. Retrieved June 12, 2008, from http://www.rockler.com/gallery.cfm? Offerings_ID=17367&TabSelect=Details
Notas do Editor
- The term jigs and the term fixtures are used so often together that they are sometimes confused or used interchangeably. The difference is the way in which the tool is guided to the part, called a work piece. A jig is a device that holds and locates a piece of work and guides the tools that operate upon it. A fixture is a device designed and built for holding a particular piece of work for machining operations.
- Jigs and fixtures allow mass production of consistent quality. They also give added safety by confining waste.
- You may have observed these common fixtures through your experiences in technology classes.
- The hold down below is a type of fixture. When the board is in place for cutting, the clamp is tightened to hold the board in place for a consistent cut. It also aids in safety protocols by keeping your other hand free and clear of the cutting tool.
- This simple aftermarket vice can be used for multiple scenarios. It is shown here on the bed of a milling machine, but could be very easily used on the table of a drill press or on a bench top for holding stock for finishing operations or post-machining processes.
- Strap clamps are a common way to attach aftermarket vice or clamping systems to the bed or table of machining equipment.
- One of the negative aspects of using strap clamps is that they can be obtrusive and can cause obstructions for the cutting tool. This can cause damage to cutting tools and create scrap out of useful material.
- Here we have a v-block setup that is holding a piece of copper tubing. This will allow the milling machine to bore a hole on the tube on center. You can also see a set of strap clamps that are being used to affix the v-blocks to the table of the mill.
- Above is a picture of a pneumatic vice. When activated, it will apply air pressure to the piece of stock, clamping it in place for machining. Some machines can be programmed to control the opening and closing of the vice automatically (CNC operations and NC Code).
- This is a picture of an air vice. Utilizing a venture system (next slide), air is removed from the cavity in the aluminum base. This creates a vacuum under the work piece. The piece is essentially sucked down into place on the rubber gasket for stability of machining.
- The rubber stoppers are used to fill extra holes in the base, creating an area of exposure large enough to hold the stock. There are some limitations for size with this type of a system. High cutting speeds can cause the part to slip. Aluminum bushing rods are used to create a stable corner for the part. One positive aspect of this type of a system is that there are no obstructions around the base of the part for conflict with cutting tools.