1. TRABAJO FINAL
Nombre de la Organización:
Nombre:
COLINEAL
Dirección:
Parque Industrial
Servicio que Presta:
Diseño y construcción de muebles en madera
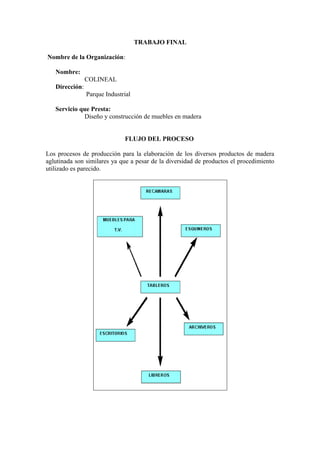
FLUJO DEL PROCESO
Los procesos de producción para la elaboración de los diversos productos de madera
aglutinada son similares ya que a pesar de la diversidad de productos el procedimiento
utilizado es parecido.
2. Flujo del proceso de producción en una escala de pequeña empresa:
En el proceso se hace la señalización de cada uno de estos para diferenciarlos el tablero
2 es el tablero principal el cual lleva las 2 caras cubiertas con un enchapado y es ello lo
que le da vista al mueble, mientras que el tablero A es aquel el cual sirve para la
realización de ensambles en áreas no especificas de la vista principal del mueble y es
por ello su participación dentro de el proceso se lleva acabo hasta el ensamble del
mismo.
Corte: Posteriormente estos tableros pasan por la sierra industrial circular para realizar
los cortes de acuerdo a la pieza que se trate, los cortes pueden ser rectos o en diferentes
grados. El proceso de corte es el principal y mas critico, a su vez existen tres tipos de
corte que se pueden realizar:
• Corte manual: El corte debe ser por cara utilizando segueta para metal y porta
segueta de hoja libre, de preferencia con diente fino para lograr un acabado mas
limpio. Se puede dar acabado con cepillo carpintero y en los tableros laminados
se puede utilizar además una lija de agua de grano fino.
• Corte con caladora: se puede utilizar caladora con segueta de diente fino y con
control de balanceo. Este corte se debe realizar por cara en el caso de los
laminados decorativos y asentar con lija de agua de grano fino.
3. • Corte con Sierra: Para el corte de los tableros se recomienda utilizar una sierra
circular con un motor de 2HP como mínimo y de 3500 a 5000 RPM. Se deben
utilizar discos con el mayor numero de dientes (aprox. El diámetro del disco en
pulgadas por 6) con insertos de carburo de tungsteno. Los dientes pueden ser del
tipo alternado o combinado, siendo estos últimos los mas recomendables. El
disco debe sobresalir por lo menso 3 cms de la superficie del tablero y en el caso
de los tableros laminados el corte debe de hacerse por la cara decorativa. En los
tableros decorativos de 2 caras se requiere utilizar una sierra con un disco incisor
el cual genera un Recorte en la parte inferior para evitar el despostillamiento
originado por la salida de corte de la sierra.
Es indispensable que la herramienta este bien afilada y que la velocidad de corte sea
uniforme.
Routeado: Esta es una máquina que sirve para realizar canales y rebajas sobre la
madera para la realización de los ensambles; los canales son pequeñas llaves sobre los
cuales se ubican a las rebajas que son disminuciones de la madera para el ensamblado
real de el mueble. Si se utiliza router manual se recomienda que tenga por lo mínimo
1HP y de 20 000 a 30 000 RPM.
Las brocas deben tener insertos de carburo de tungsteno y estar bien afiladas. Cuando se
hagan los rebajes en los cantos o ranuras deben tener una profundidad máxima del 50%
del espesor del material.
Ensamblado: En esta parte el proceso se procede a ensamblar las diversas partes de las
cuales se conforma el mueble; se recomienda usar para la parte de el frente de el mueble
los cortes del tablero de doble cara y para las otras partes los cortes del tablero de 1 sola
cara. Para el ensamble de partes o mobiliario en general se puede preceder de varias
maneras:
• Diente-Canal: Este es un procedimiento simple, que consiste en hacer rebajas y
ranuras para ensambles. Estos maquinados como ya se indico no deben de
exceder el 50% del espesor del material. Para uniones permanentes se aplica
resistol 850, 240, 241, 870, 8500 en línea industrial, dejando prensado el
ensamble por varias horas.
• Pernos: Este sistema de ensamble es utilizado en la industria principalmente.
Consiste en ensambles por medio de pernos, de madera o plástico y barrenos.
Estos son practicados en las caras y cantos de los costados, cubiertas y
entrepaños . Generalmente cuando se utiliza este método se hace por medio del
sistema 32. Que consiste en practicar perforaciones espaciadas cada 32mm. Ó
múltiples de estos. Este sistema se realiza por medio de taladros múltiples, ya
que se requiere de gran precisión.
Barnizado: En esta etapa se coloca un barniz especial al mueble para resaltar su color;
puede; también incorporarse un barniz del color del tablero para cubrir ciertas
imperfecciones del mueble durante el armado.
Enchapado: Este proceso sirve para colocar cintas especiales de ornamento sobre los
cantos de la madera que ha sido cortada para que muestre una textura uniforme, existen
4. 2 tipos de enchapado el dorado que es una cinta de color oro que se coloca
preferencialmente sobre las partes frontales y resaltantes de el mueble,
preferencialmente sobre las ventanas de el mueble.
Terminado: Se realiza la colocación de puertas, cristales, jaladeras y chapas de acuerdo
al mueble de el cual se trate, finalizado este proceso se procede a la distribución de el
producto.
Análisis sobre el mantenimiento que se realiza en la actualidad:
En esta empresa no se lleva un plan de mantenimiento de acuerdo a las condiciones
de la empresa, ya que esta empresa con el tamaño que tiene y la cantidad de
maquinas que posee, tanto manuales como cnc, debe tener un plan de
mantenimiento establecido para que no se produzca un daño temprano en la
maquinaria o un daño permanente, o para que los costos de mantenimiento no sean
muy elevados.
Se realiza un mantenimiento diario, que es solamente de limpieza de la maquina
después del turno de trabajo.
En esta empresa no hay una línea definida de producción por lo que no hay una
maquina que sea de importancia que produzca el paro de producción.
Inventario de las maquinas y equipos y propuesta de codificación:
1. Identificar la sección en la que esta la maquina (con el primer digito)
A: Bodega
B: Corte
C: Armado
D: Lijado
E: Enchapado
F: Lacado
G: Terminado
2. Poner las tres primeras letras de la maquina
3. Ver la importancia dentro de la sección en la que se encuentra
X: importante
Y: sin mucha importancia
Z: irrelevante
4. Asignar el numero de maquina de la sección, siempre que sea de tres digitos
5. Codificación de Maquinas:
Código Descripción Marca
CTORX001 Torno copiador
EENCX001 Enchapadora de cantos SELECTA
LLIJY011 Lijadora de cintas
FCOMX002 Compresor
Este es solo en pequeño ejemplo de cómo codificar a la maquinaria de esta empresa.
CRITICIDAD DE LOS ACTIVOS FISICOS DE UNA ORGANIZACIÓN
No se encontró otro tipo de método para la determinación de la Criticidad del
equipo por lo que se va a aplicar el método de la ASME
Esta tabla permite analizar en que nivel afecta a la maquina cuando esta se para
repentinamente, para después poder realizar el análisis
ALTA
(1)
MEDIA
(2)
BAJA
(3)
SA Seguridad y Ambiente Accidentes
personales,
agresión al medio
ambiente y daños
materiales
Exposición a
riesgos de
accidente al
medio
ambiente
Ningún riesgo
CP Calidad y
Productividad
Productos
defectuosos,
Reducción de la
producción
Variación de la
calidad
No afecta
OP Oportunidad de
Producción
Cesa todo el
proceso
Cesa parte del
proceso
No afecta
FP Frecuencia de Paradas Intervalo menor a
seis meses
En promedio
una vez por
año
Rara vez ocurre
TO Tasa de Ocupación 24 horas al día Un turno Ocasionalmente
no es parte del
proceso
productivo
MT Mantenibilidad El tiempo o costo
de reparación es
elevado
El tiempo o
costos de
reparación es
aceptable
El tiempo o
costo de
reparación es
irrelevante.
Una vez analizada la maquina de acuerdo a las especificaciones anteriores, la
evaluación se la coloca en una tabla.
6. En este caso solo vamos a analizar una maquina de toda la empresa.
Evaluación de los Equipos para el análisis del Tipo de Mantenimiento (ASME)
Código Descripción SA CP OP FP TO MT
EENCX001 Enchapadora
de cantos
2 2 2 1 2 2
Análisis del tipo de mantenimiento
Continuación se procederá a evaluar cada equipo según un diagrama de flujo como se
indicara continuación.
Indicamos cual es la maquina a evaluar en la siguiente tabla.
Código de Maquina Descripción Marca
EENCX001 Enchapadora de cantos SELECTA
Al ver los datos de la tabla y analizar con el gráfico podemos determinar que
necesitamos un mantenimiento predictivo, y comparando con el mantenimiento que
lleva la empresa nos damos cuenta que no tienen planificado nada el mantenimiento
solamente aplican una reparación de la maquina que sufre un desperfecto.
7. INDICES DE MANTENIMIENTO CMD
Graficar los estados de mantenimiento SOFU y SOFA en un lapso determinado de
tiempo y que se ve la relación entre confiabilidad, mantenibilidad de una
determinada maquina. (Utilizar el historial de la maquina)
Los gráficos de los estados de mantenimiento no son los adecuados ya que en la
empresa no tienen una hoja de vida completa de las maquinas, solamente cuentan con
los daños que se han producido, el tiempo que se han demorado en repararlos, y un
código de los repuestos, no cuentan con las fechas exactas de cuando se produjo los
daños. Por lo que el tiempo entre fallas no esta especificado concretamente. Estos datos
se los tomara en base información del jefe de mantenimiento nos pudo decir, según se
acordaba.
Gráfica SOFU – SOFA
Estos son los datos que se manejan en esta empresa, solamente cuentan con lo
especificado en la tabla siguiente:
DEPARTAMENTO DE MANTENIMIENTO
FICHA DE DAÑOS
MAQUINA DAÑOS T/P CODIGO
ENCHAPADORA DE
CANTOS
RODAMEINTOS 5 12-A-3
FUGAS 6 12-A-4
MALA OPERACIÓN 8 12-A-8
SOBRECALENTAMIENTO DEL
MOTOR 2 12-A-12
PLANCHAS DESGASTADAS 4 12-A-18
MALA CALIBRACION 9 12-A-5
CODIGO REPUESTO
12-A-3 RDM-BOLAS AXIAL
12-A-4 MAGUERA T25
12-A-8 CALIBRACION
12-A-12 MOTOR DE AC 150 HP
12-A-18 RECTIFICACION
12-A-5 EJE DE ANCLAJE
8. Disponibilidad:
Este calculo es uno de los sencillos y rápidos de realizar a continuación se lo realizara
basándose en los datos de las gráfica.
= Disponibilidad
MTBF= Tiempo entre fallas
MTTR= Tiempo necesario para reparar
Confiabilidad.
Para el cálculo de la confiabilidad se necesita ajustar los datos a una distribución
Weibull:
• Se debe ordenar los instantes de reparación de manera ascendente.
• A partir del primer ítem que fallo se calcula el nuevo incremento.
)(1
)(1
anterioreselementosdeNumeroN
falloqueanteriorelementodelordendeNumeroN
IncrementoNuevo
−+
−+
=
N = Numero total de elementos.
• Ya que este es el primer ítem que fallo en el anterior número de orden es cero.
9. • También en este caso el número de ítem previo es cero y por lo tanto el nuevo
incremento calculado es 1.
El número de orden del primer ítem se obtiene de:
Numero de Orden = Nuevo Incremento + Numero de orden anterior.
4.0
3.0
+
−
=
N
ordendeNumero
mediadeRango
Datos de Tiempo de Fallo y Rango de Mediana
Parte Dañada Instante de
Fallo
Numero
Incremento
Numero de
Orden
Rango Mediano
Mala operación 20 1.00 1.00 0.109
Planchas Desgastadas 38 1.00 2.00 0.265
Fugas 55 1.00 3.00 0.421
Mala calibracion 62 1.00 4.00 0.578
Sobrecalentamiento del
motor
66 1.00 5.00 0.734
Rodamientos 90 1.00 6.00 0.891
265.0
4.06
3.02
4.0
3.0
211
1
116
116
)(1
)(1
=
−
−
=
+
−
=
=+=
+=
=
−+
−+
=
−+
−+
=
MedianadeRango
N
ordendeNumero
mediadeRango
OrdendeNumero
anteriorOrdendeNumeroIncrementoNuevoOrdendeNumero
IncrementoNuevo
anterioreselementosdeNumeroN
falloqueanteriorelementodelordendeNumeroN
IncrementoNuevo
Luego de realizar esta tabla podemos lograr graficar si realizamos una tabla con los
valores de distribución Weibull. Tomamos a γ como cero
Datos para el cálculo de la distribución Weibull
10. Luego de realizar las operaciones se obtuvo una 765.1=β y una 604.198=η
Mantenibilidad
a) Los instantes de reparación son ordenados de manera ascendente.
b) Se repite los pasos del 2 al 4 de los cálculos de confiabilidad
)( γ−tLn
medianaRango
LnLn
−1
1
2.95 -2.15925
3.63 -1.17804
4 -0.6043076
4.12 -0.14763035
4.18 0.280853035
4.49 0.795887595
11. Datos de tiempos de mantenimiento y rango de mediana de rectificadora.
Parte dañada Tiempo de
Mantenimiento
Numero
Incremento
Numero de
Orden
Rango
Mediano
Sobrecalentamiento del
motor
2 1.00 1.00 0.109
Planchas Desgastadas 4 1.00 2.00 0.265
Rodamientos 5 1.00 3.00 0.421
Fugas 6 1.00 4.00 0.578
Mala operación 8 1.00 5.00 0.734
Mala calibración 9 1.00 6.00 0.891
Realizando los cálculos obtenemos los parámetro de forma Bm=0.19955 y el parámetro
escalar Am=0.9986
Costo de vida de una maquina (LCC).
El costo del ciclo de vida de una maquina empieza desde que se compra la maquina,
pasando por costos de transporte, instalación del equipo, costos por paro de maquina,
hasta que se vende la maquina. Este costo es la sumatoria de todos los costos antes
mencionados.
12. NCPCMCOCILCC )( +++=
LCC = Costo de ciclo de vida.
CI = Costo de Inversión
CO = Costo de Operación (Personal, energía, calidad)
CM = Costo de Mantenimiento (Repuestos, capacitación, etc.)
CP = Costo de parada se expresa por:
CPPTMPNPCP ⋅⋅=
NP = Frecuencia de Parada
TMP = Tiempo medio de Parada
CPP = Costo perdido de Producción por hora
N = Factor de valor actual el cual se calcula por:
n
n
rr
r
N
)1(
1)1(
+
−+
=
r = La tasa de interés
n = Numero de años considerado
Calculo:
Por no tener datos de la máquina nos vamos a imponer datos para hacer un ejemplo de
los cálculos de costos.
CI = 20000
CO = 5000
CM = 7000
CP = Costo de parada:
NP = 20 paradas
TMP = 5.66horas
CPP = $3 por hora
r= 12% anual
n= 15 años
104032.67
Mantenimiento basado en la confiabilidad (RCM)
Descripción de Funciones, Parámetros de funcionamiento y el contexto
operacional.
Enchapadora de cantos
14. Descripción – Funcionamiento.
Verbo Enchapar
Objetivo Enchapamiento de cantos (partes laterales de un tablero de madera)
En la empresa colineal esta maquina (enchapadora de cantos) no es que si no funciona
se para la producción. Con el RCM buscamos mejorar el rendimiento de la maquina.
Parámetro de Funcionamiento.
- Capacidad Inicial.- Trabaja 18 horas diarias.
- Funcionamiento deseado.- Trabajar a 24 horas diarias.
15. Función Principal.
Este proceso sirve para colocar cintas especiales de ornamento sobre los cantos de la
madera que ha sido cortada para que muestre una textura uniforme, existen 2 tipos de
enchapado el dorado que es una cinta de color oro que se coloca preferencialmente
sobre las partes frontales y resaltantes de el mueble, preferencialmente sobre las
ventanas de el mueble.
Funciones Secundarias de Enchapadora de cantos
1 Realizar fuerza necesaria para el enchapamiento adecuado
2 Lubricación de las partes de la maquina
3 Circulación de la cinta de plástico para enchapamiento
4 Bombeo de aceite
Fallas Funcionales, Análisis de modos de Falla y Efectos.
Función
Indica cual es la función que debe cumplir la maquina o sistema.
Falla Funcional
Indica el porque de la falla.
Modo de Falla
Indica la causa de la falla.
Enchapadora de Cantos
Función Falla Funcional Modo de Falla
Enchapar una
cantidad de
A Cinta no sigue los
cantos, se desvía.
1
2
3
4
Falta de lubricación,
en los rodamientos
Eje mal calculados
Mal montaje
Des alineamiento del
eje
B La presión para
enchapado no es la
1 Mal sellado de
cañerías
16. 1
tableros en un
tiempo
determinado,
dependiendo del
elemento a
enchapar
adecuada 2
Mucha presión
C Desgaste en planchas 1
2
Mala lubricación
Desalineadas las
planchas
D No hay el suficiente
potencia para bomba
1
2
Bandas en mal estado
Sobre cargado el
motor
E Calidad de trabajo
baja
1 Falta de experiencia,
en el operador
Consecuencias de Fallas
1
Función Falla Funcional Modo de Falla Efecto de Falla
Enchapar una
cantidad de
tableros en un
tiempo
determinado,
dependiendo
del elemento a
enchapar
A Cinta no sigue
los cantos, se
desvía.
1
2
3
4
Falta de
lubricación,
en los
rodamientos
Eje mal
calculados
Mal montaje
Des
alineamiento
del eje
Ruptura de
rodamientos, lo que
puede causar, des
alineamiento del eje
y daño de la
maquina.
Después de un
cambio de
rodamiento, se
monto mal el eje, lo
que puede dañar las
planchas. Para
enchapado
B La presión para
enchapado no es
la adecuada
1
2
Mal sellado
de cañerías
Poca presión
Desperdicio de
aceite
Se pueden dañar los
elementos que no
están funcionando a
la presión adecuada
El producto no sale
en las condiciones
adecuadas.
C Desgaste en
planchas
1
2
Mala
lubricación
Desalineadas
las planchas
Puede causar daños
en los rodamientos
y en los ejes, debido
a la mala aplicación
de las fuerzas.
17. D No hay el
suficiente
potencia
1
2
Bandas del
motor en mal
estado
Sobre cargado
el motor
El motor se puede
quemar, por exceso
de cargas.
Si las bandas están
en mal estado al
momento que se
rompan pueden
causar algún
accidente, tanto
para personal como
para la misma
maquina
E Calidad de
trabajo baja
1 Falta de
experiencia,
en el operador
Por la falta de
experiencia del
operador, puede
aplicar mal algún
proceso y perjudicar
a la maquina
Conclusiones y Recomendaciones:
En el medio hay empresas en las que no se tiene un plan de mantenimiento adecuado,
solamente se aplica mantenimiento correctivo, no toman en cuenta que al momento de
planificar el mantenimiento de la empresa ganan mucho, como menor tiempo de parada
de las maquinas, no hay paro en la producción por la falla en una maquina que es de
importancia en la producción, se pueden reducir los costos en mantenimiento.
Bibliografía
IDROVO, Juan, DURANZO, Danny “Sistema de Gestión de mantenimiento para la
Curtiembre Renaciente”
DUFFUAA, Salih, RAOUF, DIXON “Sistemas de mantenimiento, Plantación y
control”
REY SACRIASTAN Francisco “Manual de Mantenimiento Integral en la Empresa”