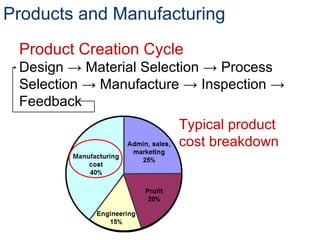
The document discusses various manufacturing processes and systems. It begins by outlining the typical product creation cycle of design, material selection, process selection, manufacture, inspection, and feedback. It then covers different manufacturing processes like casting, forming, machining, joining, and rapid prototyping. Specific plastic and ceramic manufacturing processes are also detailed. The document emphasizes that manufacturing is important for typical product cost breakdown and transforming materials into usable products through various production methods and systems.
4. Engineers in Manufacturing
Manufacturing Engineer
Select and coordinate specific processes
and equipment
Industrial Engineer
Responsible for the manufacturing system
design
Materials Engineer
Develop and select materials based on
desired material properties and
manufacturing processes
13. Basic Casting Process
A mold is created – A cavity that holds the molten
material in a desired shape until it is solidified
Multiple-use mold
Single-use molds
Material is heated to a specified temperature
Molten material is poured into a mold cavity
Molten material solidifies into the shape of the cavity
Casting or mold is removed
Casting is cleaned, finished, and inspected
15. Forming and Metalworking Processes
Rolling – Material passes through a series of
rollers, reducing its thickness with each pass
Forging – Material is shaped by the controlled
application of force (blacksmith)
21. Milling Processes
Operations that create flat or curved
surfaces by progressively removing
material
Cutting tools rotate as the work piece is
secured and fed into the tool
Machining Processes
25. Shearing Processes
Operations that break unwanted material away
from the part
A material is placed between a stationary and
movable surface. The movable surface (blade,
die, or punch) applies a force to the part that
shears away the unwanted material.
Machining Processes
26. Automated hole punch, squaring shear, and
rotary cutter
Processes include: Shearing, blanking, cutoff,
and parting; punching, perforating, and slotting;
notching, lacing, and trimming
Shearing Processes
Machining Processes
27. Abrasive Machining Processes
Operations in which small particles of materials
(abrasives) remove small chips of material upon
contact
Drum, disc, and belt sanders; surface, vertical
and horizontal spindle; disc grinders; media
blaster; tumblers
Machining Processes
28. Thermal and Chemical Processes
Operations that cut and shape materials
through chemical means
No mechanical force is used
Machining Processes
Electrical discharge, electrochemical,
chemical, laser, electron beam, flame
cutting, and plasma-arc cutting
Processes include: Grinding, sawing,
cutting, machining, milling, blanking, and
etching
29. Heat Treating Processes
Controlled heating and cooling of a material to
alter its properties while maintaining its shape
Properties include: Strength, toughness,
machinability, wear resistance, and corrosion
resistance
90% of heat treating is preformed on steel
and other ferrous metals
30. Heat Treating Processes
To aid in the manufacturing process,
materials can be treated to be weak and
ductile and then can be re-treated to provide
high strength.
Can also occur incidentally during the
manufacturing process
31. Joining and Assembly Processes
Can you think of a product with only one
part?
Most products consist of multiple parts that
are assembled to form a finished product.
Typical assembly processes include:
Mechanical fastening; soldering and
brazing, welding; adhesive bonding
36. Rapid Prototyping
Additive process
Parts are produced directly from software
applications
Common rapid prototyping systems include:
stereolithography (SLA), selective laser
sintering (SLS), fused deposition modeling
(FDM), laminated object manufacturing
(LOM), digital light processing (DLP)
37. Rapid Prototyping
Finished parts can be field tested depending
upon building material
Created parts can be used to create a mold
Modifications to design can be implemented
quickly
40. Plastics Manufacturing Processes
A rotating screw forces plastic through a
heating chamber and then through a
heated die
Produces long plastic parts with uniform
cross sections
Extrusion
41. Heated plastic is forced by a movable plunger
through a nozzle and then into a mold. The material
fills the mold and then is cooled.
Most widely used high-volume production process
Plastics Manufacturing Processes
Injection Molding
42. Plastic is melted and poured into a mold –
No pressure or fillers are required.
Plastics Manufacturing Processes
Casting
A closed mold is filled with a
predetermined amount of plastic. The
mold is heated, rotated, and then cooled
to create a hollow plastic object with
uniform wall thickness.
Rotational Molding
43. Plastics Manufacturing Processes
A solid bottom hollow tube is placed
between two mold halves and heated.
The heated tube is then expanded into
the sides of the mold with compressed
air.
Blow Molding
44. Plastics Manufacturing Processes
Liquid reactants are mixed and then
pressurized into a mold.
No heat is needed. Curing time is typically
less than 1 minute.
Reaction Molding
Plastic sheets are heated over an open
mold to a working temperature. Once
workable, a vacuum is applied to the mold,
forcing the plastic sheet to take the shape
of the mold.
Thermoforming
45. Ceramic Manufacturing Processes
Two distinct classes of materials and
processes exist.
Glass is heated to a molten state, shaped
by viscous flow, and then cooled to
produce a solid.
Crystalline Ceramics
Material is shaped and then heated
to produce a permanent solid.
Society of Manufacturing Engineers (Producer). (2010). Casting. Available from the Society of Manufacturing Engineers, One SME Drive: Dearborn, Michigan 48121.