Design auto lamp with mould dimension
•Transferir como DOC, PDF•
0 gostou•441 visualizações

A case study in designing automotive lamp mold with its dimension. --------- Bluestar Mould Group Homepage: http://bluestar-mould.com Plastic Injection Mold Making & Plastic Part Production

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (19)
Semelhante a Design auto lamp with mould dimension
Semelhante a Design auto lamp with mould dimension (20)
Mais de Huy Dickens
Mais de Huy Dickens (8)
Último
Último (20)
Design auto lamp with mould dimension
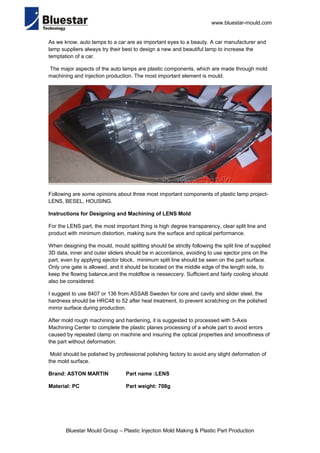
- 1. www.bluestar-mould.com As we know, auto lamps to a car are as important eyes to a beauty. A car manufacturer and lamp suppliers always try their best to design a new and beautiful lamp to increase the temptation of a car. The major aspects of the auto lamps are plastic components, which are made through mold machining and injection production. The most important element is mould. Following are some opinions about three most important components of plastic lamp project- LENS, BESEL, HOUSING. Instructions for Designing and Machining of LENS Mold For the LENS part, the most important thing is high degree transparency, clear split line and product with minimum distortion, making sure the surface and optical performance. When designing the mould, mould splitting should be strictly following the split line of supplied 3D data, inner and outer sliders should be in accordance, avoiding to use ejector pins on the part, even by applying ejector block, minimum split line should be seen on the part surface. Only one gate is allowed, and it should be located on the middle edge of the length side, to keep the flowing balance,and the moldflow is nesseccery. Sufficient and fairly cooling should also be considered. I suggest to use 8407 or 136 from ASSAB Sweden for core and cavity and slider steel, the hardness should be HRC48 to 52 after heat treatment, to prevent scratching on the polished mirror surface during production. After mold rough machining and hardening, it is suggested to processed with 5-Axis Machining Center to complete the plastic planes processing of a whole part to avoid errors caused by repeated clamp on machine and insuring the optical properties and smoothness of the part without deformation. Mold should be polished by professional polishing factory to avoid any slight deformation of the mold surface. Brand: ASTON MARTIN Part name :LENS Material: PC Part weight: 708g Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production
- 2. www.bluestar-mould.com - It is essential to insure a clear slider split line - Gate should be designed in the middle of the products to ensure flowing balance Mold size: 850 x 950 x 1276(mm) Circle time: 95 second Mold weight: 7500(kg) Cavity: 1 x 1 (Core side) Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production
- 3. www.bluestar-mould.com (Time series) Instructions for Designing and Machining of BEZEL Mold The difference between bezel and lens is the transparency of the lens, while bezel is opaque which is used to reflect light. It is important to insure the direction of the reflected light is consistent, both the front side and reflective side require high polish while surface of core surface is of common requirement. In this case, the designing should focus on plastic bits and reflective area. Especially for the reflective area, it requires sufficient cooling. When checking the product, pay attention to evenness of the reflective area and no ribs at the back side, that is to avoid the unsmooth appearance caused by uneven thickness of plastic or slight shrinkage thereby affecting the optical properties. Some Bezel has oblique led light rib, the mould core could be designed into float core structure. Make mold-flow to check the weld-line. Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production
- 4. www.bluestar-mould.com Mould cavity steel for BEZEL is the same as that of LENS, economic steel is also optional for the core, you can also make inserts at the important shut off surface. In cavity side, requirements on processing and polishing for area with plastic bits is the same as LENS, other area shall be according to common method. Brand: ASTON MARTIN Part name :BEZEL Material: PC Part weight: 376g The plastic of the reflective area should be even, and with no ribs on the back side. Mold size: 650 x 850 x 1147(mm) Circle time: 85 second Mold weight: 4600(kg) Cavity: 1 x 1 Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production
- 5. www.bluestar-mould.com (Cavity side) Instructions for Designing and Machining of HOUSING Mold The difference between housing and the former two parts is as follows: lens and bezel are exterior parts, while housing is a interior structure part for assembling other components, mainly in maintaining its assembly function, especially at the position of bulb. The most important point is insuring assembly dimensions of the whole product. Pay attention to the shape and size related with assembly when designing the mould, considering some dimensions might be adjusted in future, inserts may be a good choice for a convenient mould adjustment after T0. Cooling of inner side of the mould shall be adequate as housing is a box-shaped part, berylium copper insert is recommended at some area with deep cavities if necessary, to insure production cycle time, meanwhile, help to reduce deformation of the product to realize correct dimensions. Economic pre-harden steel is optional when choosing steel to shorten the lead time of mould making, you can also make inserts at the important shut off surface. Requirements on processing and polishing for HOUSING mould is common. Brand: BUGATTI Part name: Housing Material: PP Part weight: 662 g Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production
- 6. www.bluestar-mould.com For housing mould, dimension adjustment at the assemble area should be taken into account Mold size: 750 x 800 x 993(mm) Circle time: 65 second Mold weight: 3794(kg) Cavity: 1 x 1 (Cavity side) Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production
- 7. www.bluestar-mould.com (Core side) Bluestar Mould Group – Plastic Injection Mold Making & Plastic Part Production