
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a Calculos+basicos+en+la+industria+azucarera
Semelhante a Calculos+basicos+en+la+industria+azucarera (20)
Último
Último (20)
Calculos+basicos+en+la+industria+azucarera
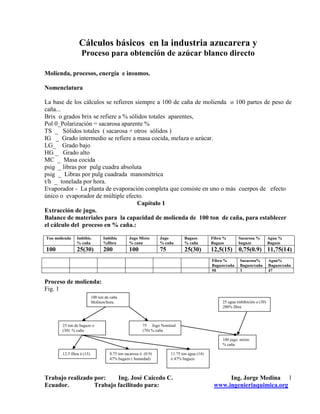
- 1. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 1 Cálculos básicos en la industria azucarera y Proceso para obtención de azúcar blanco directo Molienda, procesos, energía e insumos. Nomenclatura La base de los cálculos se refieren siempre a 100 de caña de molienda o 100 partes de peso de caña... Brix o grados brix se refiere a % sólidos totales aparentes, Pol 0_Polarización = sacarosa aparente % TS _ Sólidos totales ( sacarosa + otros sólidos ) IG _ Grado intermedio se refiere a masa cocida, melaza o azúcar. LG_ Grado bajo HG _ Grado alto MC _ Masa cocida psig _ libras por pulg cuadra absoluta psig _ Libras por pulg cuadrada manométrica t/h _ tonelada por hora. Evaporador - La planta de evaporación completa que consiste en uno o más cuerpos de efecto único o evaporador de múltiple efecto. Capítulo 1 Extracción de jugo. Balance de materiales para la capacidad de molienda de 100 ton de caña, para establecer el cálculo del proceso en % caña.: Ton molienda Imbibic. % caña Imbibic %fibra Jugo Mixto % cana Jugo % caña Bagazo % caña Fibra % Bagazo Sacarosa % bagazo Agua % Bagazo 100 25(30) 200 100 75 25(30) 12,5(15) 0,75(0.9) 11,75(14) Fibra % Bagazo/caña Sacarosa% Bagazo/caña Agua% Bagazo/caña 50 3 47 Proceso de molienda: Fig. 1 75 Jugo Nominal (70) % caña 100 jugo mixto % caña 25 agua imbibición o (30) 200% fibra 100 ton de caña Molinos/hora. 25 ton de bagazo o (30) % caña 11.75 ton agua (14) ó 47% bagazo 0.75 ton sacarosa ó (0.9) 47% bagazo ( humedad) 12.5 fibra ó (15)
- 2. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 2 Nota importante: a) Las cifras sin paréntesis representan las condiciones en promedio y las cifras en paréntesis representan las cifras para propósitos de comparación. b) El término fibra significa verdadera fibra más otros sólidos, excepto sacarosa c) Una pérdida de sacarosa 3 % b , es alta como puede representar una pérdida del 6 % o más de sacarosa presente en la caña. Sistema de carga y molienda de caña. Es importante considerar los siguientes parámetros para obtener alto rendimiento en la molienda conservando la pureza de caña cosechada en el campo: -La caña en campo debe ser cosechada sin quemar para asegurar ausencia de deterioro del tallo de caña debido a la destrucción de la cera protectora y por lo tanto entrada de hongos y bacterias, las cuales aceleran la fermentación de la sacarosa transformándola en reductores no cristalizables. -Debido a las normas de control ambiental la zafra no deberá intervenir la costumbre de quema porque destruye químicamente el terreno y los insectos beneficiarios de la agricultura. -La caña sin quemar sin cogollo, antes de ingresar al canal de los corta cañas será sometida a una limpieza en seco con el objeto de separar las impurezas sólidas: tierra, paja y sólidos extraños como piedras y residuos metálicos. -Se evitará el uso de agua para limpieza de la caña en razón de la contaminación que se produce por la disolución de azúcar y otras materias solubles, las cuales inciden para la carencia de oxígeno en la vida animal de los ríos y luego adicionalmente en el agua contaminada se presentan dificultades en el proceso para retirar los sólidos tierra, y paja. -La molienda de caña debe ser realizada inmediatamente, cada día representa un 10 % menor en rendimiento debido al proceso de fermentación que se produce. -La limpieza de molinos será constante cada 8 horas con bioxidas y vapor. -La maquinaria para la molienda comprenderá el sistema de control automático mediante células fotoeléctricas para la dosificación de caña para asegurar una altura de colchón constante. - La preparación de caña constará de dos corta cañas, desfibrador y cinco molinos por lo menos instalada la quinta masa para asegurar alta extracción de sacarosa. -La imbibición será compuesta en relación al Brix inverso hacia el primer molino. El agua pura será puesta en el último molino para asegurar alta extracción de tal manera que el Brix del último molino no será mayor a 5 dependiendo del valor del Brix de jugo primario y mixto. Conclusiones: De 100 ton de caña, 100 ton de jugo mixto es obtenido si la imbibición corresponde a 200% fibra Una reducción de la tasa de imbibición a 180% (150 % f) reduce el jugo mixto en el 3%. Por lo tanto una reducción drástica de la imbibición dará un pequeño alivio al trabajo de los
- 3. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 3 evaporadores pero se incrementará la pérdida de sacarosa en bagazo, traducido a pérdidas indeterminadas.
- 4. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 4 Capítulo II Jugo sulfitado en el proceso de azúcar blanco directo. El jugo mixto en los molinos es pre encalado con lechada de cal en una unidad superior al jugo primario y además se añadirá al menos 30 ppm de fosfato ácido de sodio para mejorar la clarificación del jugo... Luego el jugo mixto pre encajado, antes de continuar con el proceso de clarificación, se filtrar en una o dos etapas, en un filtro inoxidable DSM (Door-Oliver) de 1 0.5 mm de abertura entre barras cónicas convexo auto limpiante para separar el bagacillo con la corriente de jugo mixto. -El filtrado de jugo mixto pre encalado pasa por un intercambiador de calor alterno hasta alcanzar los 60 o C. El jugo encalado en caliente se sulfita a temperaturas no superiores a 60 oC. hasta un nivel de PH en una unidad superior del jugo mixto pre encajado.
- 5. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 5 El consumo de azufre estará entonces alrededor de una libra de azufre por ton de caña molida. Jugo encalado en proceso: Este proceso está bajo control automático, mediante la variable de PH para regular la cantidad de Leche de cal o regular el flujo de jugo mixto para obtener un PH determinado por el setting. El consumo de CaO, de acuerdo a la calidad % estaría entre, 1 libras a 2.2 libras /ton de caña molida o sea por hora para el ejemplo del proceso, corresponde a 0,05 y 0,1 ton por 100 ton de caña molida Para preparar leche de cal de 10 o Be (1,074 gr. espec.), el agua requerida es aproximadamente 10 veces el peso del CaO o al máximo 1 % caña .volumen del encalado de jugo es insignificante que el jugo mixto... Para obtener una mejor dosificación de lechada de cal se deberá preparar la lechada no mayor al 8 % Be. El PH final se deberá mantenerse alrededor de 6.6. a 6.9 bajo observación del color amarillo naranja y aspecto brillante en el jugo claro del clarificador.
- 6. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 6 Capítulo III Jugo clarificado y meladura. La cantidad de jugo claro es algo más grande que la cantidad de jugo mixto, considerando la cantidad de agua introducida en el filtro al vacío y la eliminación de impurezas. Asumimos para el propósito de los cálculos sea 110 ton por 100 de jugo mixto. También asumimos que el jugo claro contiene 12,5 % de sólidos totales, pero deseamos obtener de los evaporadores meladura de 65 % de sólidos totales. La cantidad de meladura sería: 110 x 0,125 /0,65 = 21/ton/hora Por lo tanto la cantidad de agua a evaporarse será 110-21 = 89 ton/hora Sulfitación y clarificación de la meladura La meladura proveniente del cuarto cuerpo de evaporación pasa al clarificador de meladura donde se inyecta fosfato trisódico y luego al clarificador donde se adiciona aire y floculante y en la fase de calentamiento, nueva inyección de aire para provocar la clarificación por flotación. Se obtendrá un jarabe claro y transparente. Estas condiciones generan un producto de azúcar blanco y con alto rendimiento. En el Proceso del “Clarificador de Meladura”, se incluye la inyección de soluciones de fosfato, detergente y ácido fosfórico y de acuerdo a las pruebas de clarificación se aconseja inyectar ácido graso vegetal. El tanque clarificador tiene equipamiento de un motor con eje y paletas colectoras de espuma del resultado del proceso de flotación. La temperatura de la meladura varía de acuerdo al brix presente desde 80 oC. para 60 brix hasta Inyección F.D.A. Paletas de espuma Meladura cruda Aire Vapor Inyección de floculante y Ácido fosfórico Regulación de altura de meladura por reboso Espuma Agitador Vapor
- 7. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 7 85 oC. Para meladuras sobre el 65 Brix.. La espuma regresa al proceso de jugo pesado antes de la inyección de preencajado.. El proceso comprenderá: 1.- Adición de solución (FDA) fosfato, detergente y ácido fosforito. 2. Aeración 1 3.-Calentamiento 4.-Aeración 2 5.-Calentamiento y adición de floculante aniónico.
- 8. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 8 Capítulo IV Cálculos para la cantidad de azúcar comercial y melaza final. Los sólidos como sacarosa e impurezas (ceniza, azúcares reducidos, agua, etc.) contenidos en el jugo claro, se mantendrá durante todo el proceso, aumentando las pérdidas indeterminadas de sacarosa .Finalmente aparecerá dos productos: azúcar comercial y melaza final ( LG) Los sólidos totales % corresponden a 110 x 12,5/100 = 13,75 TS en jugo claro. Si nosotros asumimos que la pureza del jugo es Pt ( pureza real) 86 Pa ( pureza aparente) 83 (jugo de alta pureza), la distribución aparece como sigue: Proceso: Fig. 2 Nota Importante: a) Esta es una aproximación ideal no considerando las pérdidas indeterminadas y otros factores b) El azúcar blanco directo es aproximadamente 99,2 de pol, c) La composición de LG melazas no es correctamente representada, el contenido de sacarosa es mayor al 30, generalmente fluctúa hasta el 40 1.-Consideraciones: Este ejemplo de como el rendimiento de molienda de 100 ton de caña se obtendrían 11,35 ton de azúcar y 3.22 ton de melazas 2.- Consideraciones en el jugo de alta pureza de 86, se obtiene más azúcar y menos melaza. Con jugo de 80 % de pureza, el rendimiento bajará a 11 % y la producción de melaza aumentaría a 3,35 toneladas. 13.75 Sólidos totales en jugo claro Pt 86 11.82 sacarosa 2.2 otros sólidos 2.15 0.50.57 0.05 sólido s 11.25 0.05 agua 11.35 Azúcar comercial blanco 99.12 Pol agua 3.22 Melaza 30 % pureza.
- 9. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 9 Capítulo V Cálculos básicos para el sistema de cocimientos. Se practica una gran variedad sistemas de cocimientos de masas en tachos, como ejemplo presentaremos el sistema de cocimientos con dos masas y con tres masas. Se aplicará en los dos casos el sistema moderno consiste en que ningún material del proceso intermedio recirculará para evitar pérdidas indeterminadas y bajar la capacidad de la Planta. 1.- Sistema de dos cocimientos para 13,75 de sólidos totales y 80 % de pureza en jugo claro Fig. 3 Se obtiene 16.6 ton de masas cocidas, se obtiene 10,9 ton de azúcar comercial y 5,7 ton de miel A. Pureza del jugo mixto 80%. Esta miel A produce 5,7 ton de masa cocida B la misma que produce 2,85 azúcar LG para pie de azúcar comercial y 2,85 ton de melaza final. Este es un sistema de dos masas cocidas de alto rendimiento y capacidad no es posible por los altos rendimientos exigidos (caídas de purezas muy altas) especialmente en las masas cocidas A de producción. Trataremos con dos simples casos y servirán de base para la distribución de los sólidos totales en jugo claro. No se pondrá atención a la distribución de sacarosa y no sacarosa. Así como también la distribución de purezas en los productos intermedios -Como se mencionó considerando jugos de alta pureza, el sistema de dos cocimientos son impracticables :-Para el sistema de dos cocimientos todo el azúcar comercial es derivado de masas cocidas de alta pureza, en el sistema de tres masas cocidas, el cristal para azúcar comercial es derivado de 13.75 Ton ( 80 % pureza) en jarabe St /100 ton de caña molida 10.9 Ton de azúcar Comercial 99.2 Pol Cocimiento A 5.57 ton de Miel A Pie AB Cocimiento B 2.85 ton para Pie de azúcar comercial 2.85 Melaza Almacen azúcar
- 10. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 10 masas cocidas A para azúcar comercial y B para producción de azúcar para pie y producción de melaza. -Las cantidades de masas cocidas pueden ser acordadas como típicas en el proceso aunque variarán considerablemente según la pureza del jugo mixto, sin embargo cualquier recirculación de los materiales serán incrementadas la cantidad de masas cocidas. 2.- Sistema de tres cocimientos para jugos de alta pureza. Fig. 4 Conclusiones: a).- La cantidad de masas cocidas en base a sólidos, será, para 100 ton de molienda de caña: Sistema de dos cocimientos: A 16.6 + B 5.7 = 22.3 ton de material Sistema de tres cocimientos A13.75 + B 6.0 + C4,9 = 24.65 ton de material Se puede concluir que en el sistema de tres masas cocidas alrededor del 10 % de masas cocidas será mayor, lo cual implica mayor cantidad de líquidos y por consiguiente mayor cantidad de consumo de vapor. b).-Si asumimos por simplicidad, si todas las masas cocidas son concentradas a un valor de 10% de agua encontraremos que el rendimiento de cristales de las masas cocidas serán aproximadamente: A Masa cocida A Pureza ------- 60 % Rendimiento Bajo Pureza 45 % B Masa cocida A Pureza 51 % Intermedia Pureza 47 % Bajo Pureza 38% c).- En vista que el sistema de dos masas cocidas exige altos rendimientos los cuales pueden obtenerse mediante un trabajo cuidadoso y sistema por control de sobresaturación electrónico en tachos y en cristalizadores. Con el propósito de obtener el rendimiento alto de cristales en las masas cocidas, es necesario incrementar el cocimiento de masas mediante el proceso de curado por sistema de lubricación. Este sistema ahorra energía vapor, aumenta la capacidad de la Planta y sobre todo aumenta el rendimiento o sea recuperación de sacarosa a niveles superiores al 11 % sobre caña molida. 13.75 St en Jarabe 86 % de pureza Masa Cocida A 13.75 ton 7.75 ton Azúcar comercial Masa Cocida B 6.0 ton Masa Cocida C 4.9 Ton 3.15 ton de azúcar comercial 4.9 ton para pie BC Pie BC Miel A 10.9 ton azúcar comercial Miel B 2.85 Melaza
- 11. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 11 Alrededor de 1/3 a ½ de miel de la masa A o B según el cocimiento que debe tratarse debe ser añadida, junto con la cantidad de agua para su des-sobresaturación, es gradualmente añadida a la masa cocida en el cristalizador, el rendimiento de la masa cocida como es curada puede reducir del 40 al 45 %, lo cual se fácilmente manejable. d).- El líquido lubricante tiene que ser añadido a todas las masas lubricantes pero algunas ve3ces el agua de dilución tiene que ser introducida dentro de la masa cocida en adición al líquido lubricante. e).- Este criterio para las masas cocidas de baja pureza es muy importante como sigue: Si las melazas de baja pureza contienen 15 % de agua y el azúcar de baja pureza contiene 1% de agua, esta cantidad de agua sería (2.85/0.85-2.85) + ( 2.85/0.95-2.85) = 0,53 Si la masa cocida es hervida hasta un contenido del 5% de agua , el agua contenida en la masa cocida intermedia será 5.7/0.95-5.7 = 0.3 Así la masa cocida no contiene la suficiente agua en el cristalizador mediante la adición de agua sea separadamente o junto con el lubricante madre. Así 0.4 ton o 9 GAL de agua tiene que ser añadida por cada ton de masa cocida. d).- Considerando la cantidad de masas cocidas, encontraremos que de entre nuestros ejemplos, nosotros tenemos que operar en tachos al vacío, de 60% a 80 % más sólidos que los introducidos con jarabe. Estas cantidades se incrementarán cuando los materiales sean recirculados debido a fallas en el proceso.
- 12. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 12 Capítulo VI Requerimientos de consumo de vapor para procesos -Importantes cantidades de vapor son usadas para el calentamiento de jugos, para concentración de jugos y para cocimientos de masas cocidas. Relativamente pequeñas cantidades de vapor son usadas como vapor de escoba en los tachos, dilución y calentamiento de mieles y otros propósitos auxiliares. El vapor de baja presión (aproximado 1.5 Bares), usado para propósitos de calentamiento el cual es obtenido del escape de las máquinas de vapor ó mediante reducción de presión y temperatura del vapor vivo de los calderos hacia la Planta.. -Diseño y condiciones para el atemperador de vapor hacia Planta: Para una planta provista de cuádruplo efecto, para 100 ton de molienda de caña, los requerimientos de vapor serían los siguientes: Presión Psig Vacuum in. Hg. Temp. oF Calor latente BTU/lb Vapor de escape 12 --- 245 950 1er. vapor 6 --- 230 958 2do. vapor 0 --- 212 970 3er. vapor -- 15 179 990 Vapor a condensadores -- 27 114 1026 A: Calentamiento para jugo: El calor específico del jugo es 0,96 UTU/Lbr./ oF de vapor, teniendo 960 BTU de calor latente, es capaz de elevar en 1 oF, 1000 lb de jugo o 100lb de jugo en 10 oF. Es conveniente para nuestros propósitos expresar esto en la siguiente forma: 1 ton de vapor (de 12 Lbr. de presión) calentará 100 ton de jugo en 10 oF. El calentamiento se realiza desde los 80 oF ( 26.6 oC.) hasta la temperatura de clarificación 220 oF ( 104 oC.) , se tendrá que elevar la temperatura del jugo en 140 oF (77 oC) , se requiere 14 ton de vapor. El jugo clarificado llegará a la estación de los evaporadores con una temperatura cercana a los 200 oF (93 oC.) y calentar el jugo a la temperatura de ebullición de 230 oF ( 110 oC.), bajo 6 psig en el primer cuerpo para iniciar la evaporación. Este precalentamiento de 30 oF (16.7 oC.) requiere 3,3 ton de vapor para 110 ton de jugo, puede ser realizado en el evaporador o en un precalentador de jugo.
- 13. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 13 B Concentración de jugo. Se puede juzgar que una libra de vapor de escape puede dar lugar condensados con 950 BTU lo cual no es suficiente para producir una Lbr. de vapor con 958 BTU. En forma similar, en cada cuerpo de evaporación 1 Lbr. de vapor aparece evaporar un poco menos que un lb de agua. Sin embargo, nosotros tomamos en consideración el flash de evaporación del jugo al pasar de un cuerpo al siguiente ( desde una alta a una baja temperatura), asumimos que en cada cuerpo de evaporación, una lb de vapor ( si el flash de vapor desde el condensado es propiamente utilizado), el evaporador producirá realmente un más que Lb por lb) Desde nuestras consideraciones nosotros concluimos 1 ton de vapor evaporará 1 ton de agua. Si nosotros operamos el cuádruple efecto sin extracciones cada cuerpo de evaporación tendrá ton por ton de evaporación ósea el sistema tendrá el consumo de ¼ del vapor total requerido: 89/4 0 22,25 ton de vapor de escape por 100 ton de caña molida. El consumo de vapor será sin embargo un poco diferente cuando se diseña con extracciones como se demostrará más adelante. Cocimiento de masas cocidas: Consideramos los requerimientos de vapor para un sistema de tres masas cocidas: La cantidad de masas cocidas sobre la base sólidos es de 24.65. ton Si asumimos que todas las masas cocidas son hervidas a un contenido de 10 % de agua nosotros tendremos 27,4 ton de real masa cocida. Se sume que la meladura llegará a los tachos con 65 Brix ( 35 % agua) . También asumimos que la dilución de mieles será también a 65 brix. Los sólidos totales serán 24.65/,65 = 38 ton de líquidos y tendremos que evaporar 38-27.4 = 10.6 ton de agua La evaporación en los tachos es realizada al bajo vacío con calentamiento con vapor de presión de 12 psig que es alta en relación a 27 pulg de vacío apara considerar ton por ton de vapor a evaporar agua. Si consideramos la adición de 10 % de agua tendremos que el vapor requerido en los tachos es 11.7 ton D consumo de vapor en procesos: Cantidad de vapor requerido es calculado como sigue: -Calentamiento de jugo encalado antes de clarificación 14,0 ton. -Calentamiento de jugo claro antes de evaporación 3,3 -Concentración de jugos en evaporadores 22,3 -Cocimiento de masas cocidas 11,7 - Total de consumo de vapor 51.3 ton de vapor
- 14. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 14 Fig. 5 Evaporadores de Cuádruplo efecto con extracción de vapor desde el pre-evaporador: Este consumo de vapor puede ser reducido considerablemente mediante extracciones de vapor. En el caso de extracciones de vapor del Pre-evaporador solamente para uso en cocimientos en tachos y para calentamiento de jugo antes de clarificación, se reduciría el consumo de vapor a 44,8 ton /hora como se indica en el esquema de extracciones indicado anteriormente Fig. 5 Como se observa, que el consumo de vapor con extracciones del pre-evaporador se reduce a 44.8 en lugar de 51.3 ton en el caso de no extracciones, se reduce en 12.7 ton de vapor. Si consideramos en la Fig. 6 donde el calentamiento de jugo se considera en dos etapas, en el primer calentador usaremos el vapor segundo del primer cuerpo y en la segunda etapa usando el vapor del pre-evaporador para llegar a la temperatura de floculación 100 oC, antes del clarificador. Total evaporado: 41.5 + 15.8 + 15.8 + 15.8 = 88.9 jugo 14 11.7 tachos 15.8 15.8 15.8 15.8 44.8 41.53.3 110 t del clarificador 100 t del jugo mixto 14 41.5 calderos Evaporadores 4 efectos
- 15. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 15 Fig. 6 Evaporadores de cuádruplo efecto con dos extracciones de vapor primario y secundario: Con la aplicación de segunda extracción desde el primer cuerpo de evaporación es posible reducir el consumo de vapor hasta 42,8 ton, esto representa el 17.5% menor a 51.3 ton de vapor requeridas sin extracción de vapor. Para el justificativo de la Fig. 6 : El agua evaporada del jugo en efecto singular sería 1 * (4 + 11.7) = 15.7 El agua evaporada del jugo en doble efecto sería 2 * 10 = 20 Esto deja 89-(15.7 + 20) = 53.3 ton a ser evaporadas en cuádruplo efecto, 53.3/4 = 13.3 ton en cada cuerpo. Así el primer cuerpo tiene que evaporar 4 + 11.7 + 13.3 = 39 El segundo cuerpo 10 + 13.3 = 23.3 El tercer y cuarto cuerpo 13.3 cada uno Total evaporado 39 + 23.3 + 13.3 + 13.3 = 88.9, lo cual concuerda con los 89 tonelas requeridas a evaporar para obtener el jarabe de 60 ST (Brix). Como resumen las necesidades de vapor de acuerdo a las diferentes condiciones de extracciones: Sin extracciones 51.3 ton/hora Con extracción del primer vapor (pre-evaporador) 44.8 Con extracciones del primer y segundo vapor (Pre y primer cuerpo) 42.3 Total evaporado: 39 + 23.3 + 13.3 + 13.3 = 88.9 jugo 23.3 13.3 13.3 42.3 Caldero 393.3 110 t del clarificador 100 t del jugo mixto 10 39 11.7Tachos 4 13.3 23.3
- 16. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 16 Si añadimos las pérdidas de vapor en tuberías y pérdidas por requerimientos de procesos, evitando la recirculación de materiales, se puede concluir que las necesidades de vapor estarían alrededor de 47 a 51 % caña molida.
- 17. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 17 Capítulo VII Requerimientos de Potencia eléctrica y vapor. En Plantas azucareras la potencia requerida para accionar la maquinaria y para alumbrado es normalmente obtenido como un subproducto del proceso de generación de vapor, mediante el uso de vapor de alta presión y temperatura, lo cuales no consumen vapor, pero extraen energía del vapor que reciben y pasan todo el vapor como extracción para utilización en el proceso. Esto es un método altamente eficiente comparado con las plantas de generación de vapor donde los consumidores de vapor de escape van a los condensadores, de tal manera que el por de escape no está disponible. Asumimos que en la Planta de azúcar donde se muelen 100 ton. de caña por hora, en el cual la planta de molienda incluye accionado de turbinas o motores reciprocan tés o pueden ser accionados por accionadores secundarios de una central eléctrica con motores eléctricos para corta-cañas y desfibradoras Todos los accionadores primarios son de tipo de contrapresión de escape, cuyos accionadores con generalmente turbinas de vapor. Se asume que la planta de molienda necesitan para su normal operación alrededor de 1.500 HP y que la central de energía eléctrica suministrará alrededor de 800 KW, lo cual es equivalente a 800/.9 x 0,746 = 1.200 HP, así la potencia total requerida es 2.700 HP. Asumimos que los accionadores primarios son suministrados con vapor de 180 Lbr. y 500 Of. ( 268 o C), descargan contrapresión de 15 psig .Desde el diagrama de entropía y calor total podemos encontrar que bajo estas condiciones 160 BTU/Lb es disponible para la conversión en energía mecánica en el accionador primario quedando la energía restante 1270 BT /Lb .Sin embargo, ningún accionador primario tiene la eficiencia de 100% por lo tanto solo convertirá una fracción de la energía disponible de la energía calórica en energía mecánica, quedando la energía calórica remanente en el vapor de escape ( excepto para las pérdidas exteriores . Ahora una buena máquina reciprocante tiene una eficiencia tan alta como 8) %, una turbina de multietapa tiene una eficiencia de 7= % y una turbina tiene una eficiencia tan baja como 40 % ( calculado en eficiencia total) tiene el significado de la combinación de eficiencia mecánica con la eficiencia térmica. Asumimos que la contrapresión de los accionadores tiene un promedio total de eficiencia del 50 %. Por lo tanto nuestro accionador primario tendrá una eficiencia mecánica del 50 %.Nuestros accionadores por lo tanto convertirán el 5= % de la energía calórica disponible la cual es 160 BTU/lb de vapor en energía mecánica por ejemplo 80 BTU. Como el calor equivalente de 1 HP (un HP por hora) es 2545 BTU, nuestro accionador primario requerirá 2545/80 = 31,5 lb de vapor por hora por cada HP entregado en el eje. Así nuestro accionador primario, cuando trabaja con una carga de 2.700 HP, requerirá 2.700x 31.5 = 85000 lb.= 38 t de vapor por hora. Hemos demostrado en el proceso que se requiere con extracciones alrededor de 42 t/hora de vapor de 12-15 psig y por lo tanto la cantidad de vapor de escape, bajo condiciones normales, no es
- 18. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 18 suficiente para el proceso.. La deficiencia tiene que ser compensada con vapor vivo mediante la válvula reductora de presión desde la presión del generador de vapor. Si el margen requerido de cantidad de vapor para el proceso requerida y la cantidad de vapor de escape es demasiado pequeña hay siempre el peligro de irregularidades del proceso, alguna cantidad de vapor tiene que ser escapada a la atmósfera con la consecuente pérdida de combustible, por lo tanto es deseable que los accionadores primarios y al menos en la Planta de generación debe ser de alta eficiencia más que el 50 % como asumimos arriba.. Generadores de vapor: En operación, el agua de alimentación del caldero será condensada y el combustible el bagazo del último molino. En la suposición que el condensado 42.3 t de condensado está disponible de las calandrias que tomaron vapor de 12-15 lbs .Como nosotros hemos producido en el caldero al manos 47 t de vapor, tendremos exceso de condensado del vapor de escape por condensado del primer vapor, del cual está disponible 39 t, muy lejos de las necesidades ( todos los condensados juntos suman: 42.3 +39+23,3+= 117,9 t , más que dos veces las necesidades de alimentación del caldero. Aunque los condensados de escape tienen una temperatura de 245 oF y desde el primer cuerpo alrededor de 230 oF , nosotros sumimos que la temperatura del agua de alimentación del caldero llegará a 212 oF. Con esta agua alimentada al caldero generamos vapor a 180 psig y 500 oF, el calor total de 1.270 BTU es desde 32 oF. Por cada lb de agua alimentada en el caldero a 212 oF 1270- (212-32) = 1090 BTU requerido para evaporación y sobrecalentado a 500 oF. El valor calórico del bagazo en las condiciones que sale desde el último molino puede ser tomado como promedio como 4.500 BTU/lb. Por lo tanto el calor obtenible desde la combustión de una lb de bagazo en el caldero producirá 4500/1.090= 4.1 lb de vapor, si la combustión y calor de transmisión en el caldero pudiera llevarse a 100 % de eficiencia. Sin embargo los calderos usualmente con hornos de bagazo sin economizadores y sin precalentadores de aire, tienen una eficiencia de 60-65%, por lo tanto una libra de bagazo producirá 2.5 a 2.7 lb de vapor, bajo las condiciones asumidas previamente. Así, si nosotros generamos 50 ton de vapor, nosotros hemos combustionado 50/2,5 = 20 ton de bagazo. Como se ha supuesto 100t de caña con 12,5 % de fibra nos dará 25 t de bagazo, muy lejos del requerido para operación normal y además permitiendo algún escape de vapor durante los períodos irregulares de operación. ( esto no sería posible si ninguna extracción de vapor es practicada). En comparación con bagazo, el valor calórico el cual es 4.500 BTU/lb, con el del fuel oil es alrededor de 19.000 BTU, por lo tanto si alguna ocasión se quema petróleo en nuestros caldero nosotros esperamos obtener 10-11 lb de vapor por cada lb petróleo quemado).
- 19. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 19 Capítulo VIII CALENTAMIENTO DE SUPERFICIES A.- Calderos de vapor. El diseño de calderos, en fábricas azucareras, a la fecha responde a ciertos estándares internacionales, son de tubos de agua, de varios tipos, todos los cuales corresponden el mejor diseño de economía en combustibles y facilidad de mantenimiento y control operacional. Normalmente incluirán en el diseño los supercalentadores de vapor, pero no incluirán los economizadores o precalentadores de aire, pero necesariamente estarán provistos de hornos para quemar bagazo equipados son ventiladores para mejorar la combustión. Los quemadores son de tipo parrillas viajeras o fijas . Los hornos son tipo membranas o sea las paredes de tubos de agua unidas por platinas o solapas. NO hay paredes de ladrillo sino posterior a las membranas tendrán aislamiento de lana de cerámica y cubierta metálica, presentan más duración y mejor eficiencia El diseño de calderos propone construcción vertical hacia arriba desde el domo inferior hasta el superior. Normalmente poseen el horno, las paredes de agua tipo membranas, los colectores, laterales, el block de tubos del caldero con la nariz donde aloja el sistema de sobrecalentador de vapor, el tiro forzado para aire de combustión, el ventilador para repartir el bagazo y el tiro inducido para establecer la circulación de gas caliente, los ciclones separadores de ceniza y la chimenea. La extracción de cenizas del horno se realiza mediante parrillas basculantes y luego por medio de corriente agua se extrae la ceniza al drenaje de la Planta, no cumple con los requerimientos del control ambiental, también mediante parrillas basculantes y luego tornillo sin fin con enfriador para sacar la ceniza para luego extraerla con transportador de cinta y uso posterior , además se diseña con parrillas fijas provistas de pinhole para soplado de cenizas cada cierto tiempo y luego extraer las cenizas con agua o con tornillo sin fin. Además en el diseño puede ser previsto los economizadores para precalentamiento de agua y posterior entrada de agua l caldero en un solo circuito y el precalentador de aire mediante tubería intercambiador fija entre el gas de salida y el aire de entrada, proveniente del tiro forzado. Se ha considerado a la Planta una molienda de 100t /h puede requerir alrededor de 50 Ton de vapor. Si nosotros tomamos en cuenta que la tasa de evaporación de los calderos es de 7,5 lb/sq.ft.h, necesitamos calderos con una superficie de calentamiento de 50 x 2.240/7,5 = 15.000 sq.ft. Esta superficie de calentamiento será suficiente con un factor de holgura para la superficie de calentamiento. B.-Calentamiento de jugos: Los modernos calentadores de jugo sean horizontales o verticales, son de multiplepaso, en los cuales aseguran que el jugo pasará a través del calentamiento de tubos a más o menos alta
- 20. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 20 velocidad. Este es un factor esencial para asegurar una buena transmisión de calor. Otro factor esencial es que la superficie de calentamiento debe mantenerse complemente limpio, lo cual se facilita con la alta velocidad de pase del jugo. Otros factores esenciales son buena distribución de vapor alrededor de los tubos y efectiva remoción de los condensados y gases incondensables. -Calculo de superficies de calentamiento mediante monográficos gráficos y suministro de factores de transmisión de calor en las variadas condiciones de una Planta azucarera. C- Evaporadores: Las condiciones de transmisión de calor en las calandrias de los evaporadores son diferentes a las que prevalecen en los calentadores de jugo. Si los cuatro cuerpos de evaporación se ha diseñado para evaporar 22.5 t/h como es práctica común que la superficie de calentamiento en los cuatro cuerpos sean iguales y si el coeficiente de transmisión sean similares entonces la caída de temperatura sean iguales ( 245-114= 131 oF sería igual dividido por cuatro pasos de 33 oF. Sin embargo ya asumimos que la caída de temperatura sea 245-230 = 15, ( 230-212 ) = 18, 212-179) = 33 y ( 179-114 = 65 oF (36 oC.). Estas caídas de temperatura desde un cuerpo a otro, en realidad no son predeterminadas, pero serán ajustadas automáticamente de acuerdo al valor de coeficiente de transmisión de calor, preexistente en cada cuerpo. Los coeficientes aplicados al último cuerpo en el cual el jugo está altamente concentrado y el cual la formación de incrustación es alta. Medidas han demostrado que el C1, puede ser 6 a 8 veces tan alta como el C4, cuando alguna incrustación tiene lugar en todos los cuerpos y la más alta incrustación en el último cuerpo. En efecto la proporción entre los coeficientes variarán sin predicción y las temperaturas y presiones se ajustarán a la realidad. Nosotros podemos sin embargo controlar la evaporación mediante el control de presión de vapor en la primera calandria. Temperatura media dif. DeltaM = t2-t1/ Log e T-t1/ T-t2 La capacidad de evaporación puede ser simplemente expresada en libras por pie cuadrado por hora( lb/sq.h) y la experiencia ha demostrado que para cuádruplo efecto operado con extracción de vapor de 10-12 psig y vacío de 26-27 in de Hg. , alrededor de 7 lb/sq.ft.h puede ser con seguridad expresada. Así el último cuerpo tendrá una superficie de calentamiento de 22.25 x 2240/7 = 7.150 sq.ft y hemos escogido hacer todos los cuatro cuerpos semejantes, la superficie total de calentamiento del cuádruplo efecto de evaporación estará alrededor de 29.000 sq.ft (2.695 M2) Si podemos fácilmente indicar que el sistema de evaporación puede tener mayor capacidad si se practica extracciones de vapor del primero y segundo cuerpo. Consideremos el último cuerpo de evaporación. Este tiene solamente 13.3 t/h y si asumimos anteriormente que 7 lb/sq.ft, la superficie de calentamiento será 13.3 x 2240/7 = 4200 sq.ft.
- 21. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 21 Como el tercer cuerpo tiene que evaporar la misma cantidad como el 4to. Cuerpo, se diseñará también para 4.200 sq.ft aunque parezca que se menor en requerimiento. Para el 2do y primer cuerpo asumimos alta tasa de evaporación y de acuerdo a la experiencia el sistema está bien diseñado para 9-10 lb/sq respectivamente. Con estos datos encontramos que las superficies de calentamiento del 2do y 1er cuerpo será 23.3 x 2240/9 = 6.100 sq.ft y 39 x 2240/10 = 8.700 sq.ft respectivamente. Así el total de superficie de calentamiento para una buena operación será : 8.700 + 6.100 + 4.200 + 4.200 = 23.200 sq.ft. Esto es el 20 % menos superficie de calentamiento necesario para el diseño de un evaporador sin extracciones. Se establece que sistemáticamente que la extracción de vapor no solamente mejora enormemente la demanda de vapor, pero también hace posible la economía del tamaño de la Planta. Con el propósito de operar el sistema con extracción de condensados, es necesario el control de la presión del vapor en el primer cuerpo, digamos 6 psig para los usuarios del vapor del primer cuerpo tengan la misma presión todo el tiempo, esto puede hacerse mediante el control automático de una válvula de reducción, lo cual mantiene la presión de escape del primer cuerpo cuando la presión tienda a caer o la válvula de alivio deja escapar a la atmósfera cuando la presión tiende a elevarse Este diseño hace que la Planta sea flexible y se adapte a las grande variaciones de condiciones. Aun si el primer cuerpo fuera diseñado muy pequeño para satisfacer los requerimientos de todos los usuarios nunca carecerán del vapor del primer vapor. Los principales factores para mantener una planta muy flexible con las condiciones muy variables a pesar del sistema automático de control, pueden influenciar son las incrustaciones y la contrapresión de escape de vapor de los accionadores ( se asume que la tasa de evaporación es de 10lb/sq.ft.h para el primer cuerpo y definitivamente se presupone que el jugo entrando al primer cuerpo debe ser calentado en un precalentador a una temperatura de un pocos grado sobre el punto de ebullición del jugo en el primer cuerpo. Para analizar los coeficientes de transmisión consideramos las siguientes tasas de evaporación 10,9,7, y 7 lb.sq.ft.h y la temperatura de caída de 15,18,33 y 65 of para los cuatro cuerpos respectivamente. Tomemos ahora de las tablas de vapor los valores del calor latente de evaporación para encontrar sin considerar la elevación de los puntos de ebullición), los siguientes coeficientes de transmisión: 1er cuerpo . 10 x 958/15 = 640 BTU/sq.ft.h. oF 2do cuerpo 9 x 970/18 = 485 BTU/sq.ft.h.oF 3er cuerpo 7 x 990/33 = 210 BTU/sq.ft.h.oF 4to. cuerpo 7 x 1026/65 =110 BTU/sq.ft.h.oF Estos datos de coeficientes son buenos medidos en operación
- 22. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 22 CONDENSADORES Los condensadores normalmente usados en la industria azucarera son condensadores mixtos, lo cual significa que el agua de enfriamiento y el vapor a ser condensados deben ser mezclados así que el agua caliente resultante es removido a través de una pierna barométrica, este diseño es diferente a los condensadores de superficie el cual el agua de enfriamiento es mantenida separada del vapor a ser condensado y los condensados son usualmente removida por medio de una bomba. Para la molienda de 100t /h de caña, el evaporador tiene que tratar con 13,3t/h y el condensador de los tachos con 10.6t/h de vapor y en total tenemos que condensar 23,9 t/h de vapor a 27 pulg de Hg. de vacío y teniendo el calor latente de BTU/lb y la temperatura de 114 oF, la temperatura del agua caliente que deja el condensador. .En la práctica el agua de refrigeración alcance 104 oF ( 10 oF menor que la temperatura del vapor). En este caso cada lb de vapor añadirá 1026 BTU +( 114-104 1036 BTU al calor latente del agua de enfriamiento. Si el agua de enfriamiento tiene una temperatura de 80 oF, cada lb de agua tomará 104-80 = 24 BTU. Así 1036/24 = 43 lb de agua de enfriamiento que tiene ser introducida dentro del condensador por cada lb de vapor. Por lo tanto para las 23,9 t/h de vapor, tenemos que usar 43 x 23,9 = 1030 t/h (3850 GAL/mn) de inyección de agua a 80 oF. Si el agua de enfriamiento disponible es de 90 oF(32 oC.) y necesitamos mantener el vacío de 27 pulg de Hg., entonces cada lb de agua podría tomar solamente 14 BTU y la cantidad de agua de inyección requerida será 24/14,1,7 veces o 70 % mayor que antes. Si la cantidad de agua no está disponible, el vacío se caerá. Con un control automático podría ser posible operar los condensadores con una diferencia de temperatura entre el agua y el vapor de 10 oF para ahorro de agua, para tener el alto vacío.
- 23. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 23 Capítulo IX COMENTARIOS A LOS CALCULOS: 1.- Vapor y bagazo: Con fibra del 12,5 % en caña, obtenemos 25t de bagazo, lo cual es suficiente para generar 60 ton vapor, considerando una adecuada extracción de vapor del primer y segundo cuerpo de evaporación y un mejoramiento de la eficiencia del caldero añadiendo economizador y precalentador de aire. También se considera un error producir más vapor de lo necesario para botar el vapor a través de la ineficiencia de la Planta. La adición de economizador y precalentador de aire se justifica siempre para cumplir con el control ambiental para tener mejor combustión y menos consumo de bagazo. 2.- Vapor y Potencia: De acuerdo con las condiciones del vapor, los accionadores primarios constituyen el 50% de la eficiencia total requerida 31,5 hplb de vapor por hora. Este efecto no es comprensible a varias presiones de vapor y temperaturas de sobre calentamiento. Anteriormente hemos escogido presiones de vapor a 180 psig y 500 oF con sobrecalentamiento del vapor para tener mejor calidad de vapor y menor mantenimiento de los accionadores de turbinas. Las turbinas tendrán mayor mantenimiento en la operación con vapor saturado. Se tomará en cuenta que se reducirá la cantidad de vapor de escape reduciendo la contrapresión de escape, se ha escogido la contrapresión de 15 psig para hacer posible que el primer cuerpo de evaporación puede tener una tasa de evaporación de 10 lb/sq.ft.h y así reducir el tamaño del cuerpo de evaporación . 3.-Utilización del flash de evaporación: Los condensados del vapor de escape están disponibles a la temperatura de 245 oF y en el primer vapor se encuentra a 230 oF, los condensados alimentan a los calderos a 212 oF. Para llegar a estos valores, acumulamos condensados en recipientes cerrados venteados al segundo cuerpo principalmente. La presión en el 2do cuerpo es 0 psig el vapor se expandirá a esta presión para ser utilizado en el segundo cuerpo. Con 43.3t de condensados a 245 oF y 39 ton a 230 oF, la cantidad de vapor resultante de la expansión será considerada como calor latente del vapor a 0 psig es 970 BTU/lb : Así: 245-212/970 x 42.3 + 230-212/970 x 39 = 2,2 Esta cantidad de vapor es considerable y su utilización reducirá el consumo de vapor calculado. El vapor de expansión, del jugo al pasar desde el 1er cuerpo, tenemos 110-29= 81t de jugo después del 1er cuerpo con una temperatura de 230 oF. A la entrada del segundo cuerpo la
- 24. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 24 temperatura se cae a 212 oF y cuando sucede es 230-212/970 x 81 = 1,5t de vapor del segundo cuerpo será expandido a vapor.( el calor específico del jugo es solamente alrededor de 0,94). Este vapor de expansión es suficiente para justificar la lb x lb de evaporación asumida. 4.- Evaporación Las tasas de evaporación asumidas para el cálculo de superficies caloricas de los cuerpos de evaporación son altas. Comparadas con las Plantas antiguas sin extracción de condensados, con precalentamiento de jugo y alta contrapresión y las diseñadas con extracción de condensados, precalentamiento de jugo antes del primer cuerpo y contrapresión de escape tan bajos como 5 psig. En nuestros cálculos se basan en 110 t de jugo por 100 t de caña molida y concentración de meladura a 65 oBrix, con el efecto de expansión de condensados son evidentes. Especialmente el último cuerpo o los dos últimos cuerpos pueden ser diseñados sobredimensionados para soportar las severas incrustaciones antes que la limpieza sea necesaria. También existe un peligro de falla de diseño si el agua de enfriamiento es superior a 80 oF (26 oC) con la consecuente dificultad para mantener el vacío a 27 pulg de Hg, Una superficie calórica sobredimensionada para el último cuerpo será beneficiosa porque compensará la caída de temperatura. Aparte de la incrustación severa y del inadecuado suministro de vapor, la causa única para un buen diseño del evaporador es la falla del operador quien abre o cierra las válvulas indiscriminadamente. El buen operador debe facilitar que el flujo de jugo sea continuo. La admisión de vapor para el primer cuerpo será estable con variaciones muy ocasionales. La automatización completa de los controles de los cuerpos de evaporación es de gran importancia, incluido el mantenimiento de los equipos de proceso. Un simple control de medida es el control de nivel del jugo en cada uno de los cuerpos de evaporación para conseguir un brix constante de la meladura y en condiciones para iniciar el proceso de clarificación antes de tachos. 5.- Proceso del vapor sobrecalentado. Es conocido que el vapor sobrecalentado no permite altos coeficientes de transmisión de calor y que tiene que sufrir el enfriamiento o des sobrecalentado antes de la admisión en los intercambiadores de calor tales como los calentadores de jugo o en las calandrias de los evaporadores porque el vapor sobrecalentado se comporta como gas caliente y como consecuencia se manifiestan los bajos coeficientes de transmisión de calor. El calor de sobrecalentamiento es muy pequeño en relación con el calor latente en el proceso del vapor. Vapor de 12psig con 50 o F sw sobrecalentamiento (temperatura total de 295 o F) tiene un calor total (desde 12 o F) de 1185 BTU/lb del cual solamente 22 BTU/lb es el calor de sobrecalentado y
- 25. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 25 950 BTU/lb es el calor latente. Así el calor de sobrecalentado es solamente el 2 % del calor que va a ser transmitido y el cual es inmediatamente absorbido cuando el vapor entra en contacto con los tubos de la calandria del primer cuerpo mediante la condensación del vapor lo cual permite altos coeficientes de transmisión de calor. 6.- Sistemas de cocimiento: El sistema de cocimiento ideal es por supuesto el “Sistema de un solo cocimiento” con el cual se suministra cocimiento de masa cocida desde la meladura con alto rendimiento de cristales de azúcar y bajo rendimiento de las melazas en un solo paso, esto es práctico. El mejor sistema por lo tanto es de” dos masas cocidas” es práctico y también requiere el máximo control en el proceso de la Planta. Requiere un cambio de control en el proceso de cristalización en los tachos y el agotamiento de mieles en los recipientes de cristalizadores. Especialmente en masas LG. La esencia del sistema de dos masas cocidas es formar y obtener alto rendimiento en azúcar tanto como sea posible. Para obtener este objetivo es necesario el cocimiento de la masa cocida a un alto Brix o densidad sin la formación de grano falso y en el enfriamiento en los cristalizadores de tal manera que el grano formado al vacío en los tachos, debe crecer sin la formación de granos falsos, hasta que la pureza del licor madre o melaza tenga una caída de pureza recomendable para masas de LG., aproximadamente de 35 % de pureza. Esto requiere un buen vacío constante para los tachos y para los cristalizadores amplia capacidad y operadores competentes o automatización de los cocimientos. Es necesario que los operadores comprendan el mecanismo de crecimiento de los cristales a partir de los licores sobresaturados, deben ser observadas las siguientes recomendaciones. A) La masa cocida para {producción) de azúcar blanco directo debe ser cocida a partir de una buena semilla (de alta pureza y con cristales bien formados, sin polvo, sin conglomerados y sin twines), cual puede ser formada en el tacho mediante el uso de pies de templa preparadas fuera del tacho. B) La masa cocida será descargada en los cristalizadores, los cuales no deben contener residuo de antiguas masas cocidas. C) Los cristalizadores cuando reciban las masas cocidas deben contener agua caliente o vacíos para evitar rápido enfriamiento y luego la formación de grano falso al subir la sobresaturación. D) Cuando el tacho ha sido descargado, la válvula de descarga se cerrará y el agua de lavado no debe ser descargada en la masa cocida para evitar dilución de grano o sobresaturación.
- 26. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 26 E) El agitador del cristalizador estará en operación sin agua de enfriamiento, para evitar rápido enfriamiento. F) El enfriamiento con agua fría deberá iniciar muy despacio e incrementar el flujo de agua poco a poco mediante el control entre la temperatura del agua de entrada y la de salida. G) Como la Masa cocida se enfría llegar a ser menos fluida y más viscosa tanto como crece el contenido de cristales y baja la pureza de la melaza. Es necesario mantener la fluidez mediante la adición de lubricante (miel diluida correspondiente más agua diluida a 65 Brix. H) Si la operación de enfriamiento en el cristalizador ha sido llevado con juicio y con la apropiada cantidad de lubricante, el proceso posterior consiste en la separación de los cristales y mieles en las centrífugas de canasta previo al control de la fluidez de la masa cocida para facilitar esta operación previa también al calentamiento para mantener una relativa sobresaturación. El sistema moderno de tres masas cocidas es recomendable cuando los jugos de molinos presentan alta pureza como 86-90 y deberá tomar las siguientes recomendaciones: -Evitar que los materiales de pureza alta sean mezclados con materiales de baja pureza, -Evitar la recirculación de materiales lo cual significa mayor consumo de energía y manejo de mayor cantidad de materiales. -Evitar malos cocimientos en los tachos mediante el control de alto vacío, y constante presión del vapor a suministrarse. -Recomendar el proceso para controlar alta pureza de los materiales en los clarificadores -Cristalizar los pies de templa en materiales de alta pureza (jarabe) y con la menor cantidad de impurezas. -Mantener pies de templa para cocimientos de producción con granos bien formados y definidos. -Cumplir con el control ambiental mediante la descontaminación de contaminantes producidos en la Planta. - Mantener limpieza y orden en todas las operaciones. -Practicar el mantenimiento científico de equipos con procedimientos que aseguren un control permanente de la contaminación. - Cumplir con todas las prácticas necesarias para el control ambiental tratamiento de aguas negras, tratamiento de aguas residuales, uso de procesos que minimicen la contaminación del
- 27. Trabajo realizado por: Ing. José Caicedo C. Ing. Jorge Medina Ecuador. Trabajo facilitado para: www.ingenieriaquimica.org 27 agua, clasificación de residuos y su eliminación. Diseño eficiente de la ingeniería de reciclaje de residuos como medio para generar trabajo a menor costo.