Sodium carbonate Industries
•
21 gostaram•15,844 visualizações

Lecture Slides by Prof. Imitaz Ali at Ghulam Ishaq Khan Institute for Engineering Sciences and Technology (GIKI).

Recomendados
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a Sodium carbonate Industries
Semelhante a Sodium carbonate Industries (20)
Mais de SAFFI Ud Din Ahmad
Mais de SAFFI Ud Din Ahmad (17)
Último
Último (20)
Sodium carbonate Industries
- 3. Introduction • Sodium carbonate (Na2CO3) also known as washing soda or soda ash, is a sodium salt of carbonic acid. • Commonly occurs as a crystalline heptahydrate, which readily effloresces to form a white powder, the monohydrate. • Sodium carbonate is domestically well known as a water softener. • It can be extracted from the ashes of many plants. • Commercially it is produced from salt and limestone in a process known as the Solvay process. • Soda ash is the most important high tonnage, low cost, reasonably pure, soluble alkali available to the industries as well to the laboratory.
- 4. Uses • fluxing agent in glass manufacture • alkali in many soap and detergent applications. • flue gas desulfurization • sulfite paper pulp process • green liquor recovery section of the Kraft pulping process • production of sodium hydroxide by the lime soda process • production of baking powder • as a dry-powder fire extinguisher
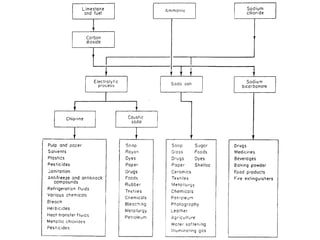
- 5. Manufacture • Leblanc process • Solvay’s process • Dual process (modified Solvay‘s process) • Electrolytic process
- 6. Leblanc process • Raw materials – Common salt -- sea water, salt lake and sub soil water – Sulfuric acid -- contact process – Lime stone -- after removing clay, slit and sand from mineral calcite or aragonite – Coke
- 10. Leblanc process • Common salt is first mixed with the conc. H2SO4 in equivalent quantities and heated in a cast iron salt cake furnace by flue gases from adjacent coal of fire. NaCl + H2SO4 NaHSO4 + HCl • HCl is passed to tower packed with coke and is absorbed through a spray of water. • The paste of NaHSO4 is taken out and heated to a high temperature on the hearth of a furnace along with some more common salt. NaHSO4 + NaCl Na2SO4 + HCl
- 11. Leblanc process • The salt cake is broken or pulverized, mixed with coke and limestone and charged into black ash rotary furnace consisting of refractory lined steel shells. • The mass is heated by hot combustion gases entering at one end and leaving at the others. • The molten porous gray mass thus formed known as black ash is separated from the calcium sludge and then crushed and leached with water in absence of air in a series of iron tank. Na2SO4 + 2C Na2S + 2CO2 Na2S + CaCO3 Na2CO3 + CaS
- 12. Leblanc process • The extract containing Na2CO3 , NaOH and other impurities is sprayed in counter current to the flow of hot gases from the black ash furnace in a tower. • The sodium carbonate thus obtained is concentrated in open pans and then cooled to get sodium carbonate. • The product is calcined to get soda ash which is re- crystallized to Na2CO3 .10H2O. • The sludge containing mostly CaS is left behind as alkali waste. • The liquor remaining after removal of first batch of soda ash crystals is purified and then causticized with lime to produce caustic soda.
- 13. Leblanc process Recovery of sulfur from alkali waste • Alkali waste is charged into cylindrical iron vessels arranged in series and CO2 delivered from lime kilns is passed through it, the H2S gas thus obtained is then conduced together with a regulated amount of air in a Claus kiln containing iron oxide as catalyst. • The exothermic reaction proceeds without further external heat. CaS + H2O + CO2 CaCO3 + H2S 2H2S + O2 2H2O + 2S • Recovered sulfur is used in the manufacture of sulfuric acid.
- 16. • Poor economics and excessive pollution caused by the hydrochloric acid and calcium sulfide by-product led to the eventual demise of the Leblanc process.
- 17. Solvay's ammonia soda process • Raw materials – Salt – Limestone – Coke – Ammonia
- 18. Solvay's ammonia soda process CaCO3 + 2NaCl Na2CO3 + CaCl2
- 20. Solvay's ammonia soda process Preparation and purification of brine • Crude sodium chloride brine is first purified to prevent scaling of downstream process equipment and to prevent contamination of the final product. • Magnesium ions are precipitated with milk of line, Ca(OH)2, and the calcium ions are precipitated with soda ash. Ammoniation of brine: • NH3(aq) + H2O(l) NH4OH(aq) + 34900 kJ Most of the ammonia is recycled from downstream steps, although some make-up is required.
- 21. Solvay's ammonia soda process Precipitation of Bicarbonate • The ammoniated brine is then sent to the carbonating columns where sodium bicarbonate is precipitated by contacting the brine with carbon dioxide 2NH4OH + CO2 (NH4)2CO3 + H2O + heat (NH4)2CO3 + CO2 + H2O 2NH4HCO3 NH4HCO3 + NaCl NH4Cl + NaHCO3 ammonium chloride is a marketable fertilizer product
- 22. Solvay's ammonia soda process • NaHCO3 is less soluble and precipitates on the internals of the carbonating column. • At the end of the make cycle, the slurry is drained and the solid NaHCO3 is filtered. However, considerable amounts of NaHCO3 remain in the column after the slurry is drained. • A series of five or more columns with appropriate piping interconnections are used for continuous operation. • The carbonation is favored by higher pressures and low temperature.
- 23. Solvay's ammonia soda process Filtration of bicarbonate • The slurry from the carbonating columns is fed to continuous vacuum filters or centrifuges where NaHCO3 crystals are recovered. • The filter cake is carefully washed to control residual chloride while maintaining acceptable yield. • Yield losses on washing are on the order of 10%. Calcining the Bicarbonate to Soda Ash • The filtrate is then calcined at 175–225◦C to produce sodium carbonate, carbon dioxide and water vapor: • 2NaHCO3 Na2CO3 + CO2 + H2O • CO2 is recovered, compressed and recycled back to the carbonating columns as needed.
- 24. Solvay's ammonia soda process Recovery of Ammonia • The traditional Solvay process recovers ammonia by reacting the ammonium chloride in the filtrate liquor with milk of lime • 2NH4Cl + Ca(OH)2 2NH3 + CaCl2 + 2H2O
- 25. Solvay's ammonia soda process Production of milk of lime • The milk of lime and much of the carbon dioxide needed in the Solvay process are produced from limestone. The reaction is carried out in a kiln at 950–1100◦C. • CaCO3 CaO + CO2 • C(s) + O2 (g) CO2 (g) • Usually metallurgical grade coke is mixed with the limestone as a fuel. • CO2 is recovered from the exhaust by filtration to remove entrained dust, compressed and sent to the carbonization columns. The lime is cooled and slaked with water. • CaO(s) + H2O (l) Ca(OH)2
- 28. Major engineering problem • The carbonation tower should be constructed to permit the downward travel of growing NaHCO3 crystals. • This is done by having each unit simulate a very large single bubble cap with down sloping floors. • The absorption is carried out in towers filled with liquid. Hence CO2 must be compressed. • Due to the compression the partial pressure and solubility of CO2 increased at the end of carbonating cycle.
- 29. Major engineering problem • NaHCO3 formed in the making tower is drawn off as a suspension, it is necessary to ensure that the precipitated NaHCO3 is easily filterable and efficiently washable. • It is carried out by regulating the temperature and concentration in the making tower. • During the precipitation cycle, the temperature gradient is maintained at 20°C at the both ends and 45°C in the middle and fine crystals of NaHCO3 are allowed to grow. • The temperature is increased from 20°C to 45-55°C by heat of reaction and reduced by using coils.
- 30. Major engineering problem Development of suitable calcining equipment • Moist NaHCO3 will cake on sides of kiln, preventing effective heat transfer through shell. • Kiln must be equipped with heavy scraper chain inside and wet filter cake must be mixed with dry product to avoid caking. • These problems can be avoided by using fluidized bed calciner. Filtration unit • Filtration should be carried out by using vacuum on the drum filter. As it helps in drying NaHCO3 and in recovering NH3
- 31. Major engineering problem Ammonia recovery • NH3 recovery costs 4-5 times more than that of Na2CO3 so losses must be kept low. • By proper choice of equipment design and maintenance, losses can be as low as 0.2% of recycle load. Waste disposal • Large quantities of CaCl2-NaCl liquor is generated during the process. • Either used elsewhere or disposed as waste.
- 32. Advantage of Solvay process • Less electric power • Less corrosion problem • Use of low grade brine • Not a problem of disposal of co-product • Does not require ammonia plant
- 33. Disadvantage of Solvay process • Higher salt consumption • Waste disposal of CaCl2-brine stream • Higher investment in ammonia recovery units than crystallization unit of NH4Cl • Higher capacity plant set up require for economic break even operation
- 34. • This process combines Na2CO3 production with NH4Cl production. • The importance of the process in Japan is due to the high cost of imported rock salt and use of the ammonium chloride as a fertilizer. Solution A: 4.1 mol/L NH4Cl + 1.05 mol/L NaCl; =1.108 g/cm3; t =20 ◦C Solution B: 3.45 mol/L NH4Cl + 1.1 mol/L NaCl; =1.110 g/cm3; t =5◦C Solution C: 1.86mol/L NH4Cl + 3.73 mol/L NaCl; =1.187 g/cm3; t =10 ◦C Dual Process
- 35. Dual Process • NH3 is absorbed by the NaHCO3 mother liquor, and solid NaCl is added. • On cooling, NH4Cl separates, is recovered in centrifuges, and is then dried in rotary dryers with air at 150 ◦C. • The mother liquor is recycled to the carbonation towers where sodium NaHCO3 is precipitated.
- 38. Dual Process Difference compared to Solvay’s process • In the dual process, NH3 is not recovered; hence no NH3 recovery tower (distillation equipment)t is required. • Also, lime kilns are not required if other sources of CO2 are available. • As the mother liquor is recycled, special attention must be paid to the water balance of the system. • The amount of water introduced into the system (e.g., for washing NaHCO3 and NH4Cl) must be controlled continuously to maintain the correct quantity and composition.
- 39. Major engineering problem Salt purification • Solid salt which is used to obtain better crystallization yields of NH4Cl cannot be purified compared to brine feeds in Solvay process. • Only purification method is mechanical washing and dewatering. Corrosion • NH4Cl solution is quite corrosive to equipment involved in crystallization and solids recovery. • So, corrosion resistant material or rubber-lined units are preferred. Refrigeration Cost • Actual refrigeration cost is variable but to maintain the temperature around 0°C, the electric requirements are still double than Solvay's operation.
- 40. Electrolytic process • Will be covered in the production of caustic soda (NaOH)