Block diagram reduction techniques in control systems.ppt
00APR40.pdf
1. 40 TAPPI JOURNAL APRIL 2000
MILL REPORT
T FIRST SIGHT,YOU MIGHT QUESTION THE WISDOM OF
the men who decided to build a pulp and
paper mill in
eastern Arizona.
For miles and
miles west of
Snowflake the high desert
offers little more than
scrub. But further west, to-
ward Heber and beyond, is
the largest Ponderosa pine
forest in North America.
For years and years, a
thriving sawmill business
survived on wood from
the national forests that
extend down from
Flagstaff to Payson. Those
forests also fed the
Snowflake mill. Environ-
mental concerns increas-
ingly limited the supply of
wood available for lumber
and for pulping, especially
in recent years.Injunctions
to protect the habitat of
the Mexican spotted owl
and other species consid-
ered endangered halted
logging in 11 national
forests in Arizona and new
Mexico in the mid-1990s.
The mill is also located
over the Coconino Aquifer,
giving it an abundant
source of well water.
In 1998, the Snowflake mill was purchased by Mon-
treal-based Abitibi Consolidated Corporation, the world's
leading manufacturer of
newsprint.
Stone agreed to sell
the Snowflake newsprint
operations to Abitibi Con-
solidated in September
1998 for US$ 250 million.
The deal included two
newsprint machines with a
combined annual capacity
of 287,000 metric tons,
along with the 56 MW
power plant and the 38-
mile Apache Railway. Stone
retained ownership of the
124,000 metric ton/year,
No. 2 corrugating medium
machine, which Abitibi
Consolidated operates.
Snowflake is the only
newsprint mill in the inner
Rockies region. Most of its
paper is shipped to print-
ing plants in the desert
Southwest. Roughly half
goes by truck and half by
rail.
The mill has three
paper machines, two of
which are used for
newsprint. All three are
equipped with Beloit Con-
verflo headboxes.
ABITIBI CONSOLIDATED’S MILL
IN SNOWFLAKE, AZ, CONVERTS
TO 100% RECYCLING
A
DONALD G. MEADOWS
N
NE
EW
WS
SP
PR
RI
IN
NT
T M
MI
IL
LL
L T
TH
HR
RI
IV
VE
ES
S I
IN
N T
TH
HE
E H
HI
IG
GH
H D
DE
ES
SE
ER
RT
T
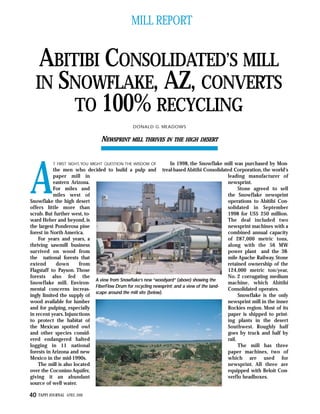
A view from Snowflake’s new “woodyard” (above) showing the
FiberFlow Drum for recycling newsprint; and a view of the land-
scape around the mill site (below).
2. VOL. 83: NO. 4 TAPPI JOURNAL 41
The No. 1 and No. 2 machines were built by Beloit in
1961.The No. 1 fourdrinier machine was converted from
newsprint to linerboard production in 1976, then con-
verted back to newsprint in 1982 with the addition of a
Beloit Bel-Bond top-former. It trims at 239-in. and pro-
duces 360 tons/day.
The No. 2 machine was first used to produced liner-
board using two head boxes. In 1997, it began using
100% recycled OCC to produce 355 tons/day of corru-
gating medium, trimmed at 155-in.The secondary Sulzer
EscherWyss CV headbox has been removed and is stored
away. It has an open draw press and open dryer section
with 50 cans.
The No. 3 paper machine was started up in 1975 to
produce newsprint. It has a Bel Baie II former and trims
at 304-in (7.72 m). It runs at 3400 ft/min, producing
about 525 tons/day (478 metric tons/day).
Both newsprint machines have Tri-nip presses and
Super L winders.
Although the equipment is relatively standard,it’s the
people at the mill who’ve made the real difference in
Snowflake’s success, said Sue Bingham, the mill’s quality
assurance manager.For four years in a row Snowflake has
been identified as “the suppplier who provides the most
satisfaction in terms of
newsprint,” she said. “I
think having the two
newsprint machines also
makes us more aware of
some of the quality is-
sues associated with roll
finishing and what have
you, on the medium ma-
chine.”
One of the mill’s
strong points, based on
customer satisfaction
surveys, is the arrival
condition and timeliness
of deliveries, Bingham
said. Shipping is often a
“forgotten” area in mills, she noted. Snowflake realized
how important it is, however, and over the last 15 years
has put a lot of time and effort into improving the look
of packages and making sure they get to customers in
good condition.
The quality of the product is reflected in its perfor-
mance on the printing press.Even before the most recent
improvements at the mill, the San Antonio Express News
ran 877 rolls from Snowflake without a break, Bingham
reported.
A maze of temporary scaf-
folding surrounds the high
density chest for the DI 3
during construction, above,
while a workman welds
some of the new piping dur-
ing construction of the new
high density chest, at right,
and a view of the deinking
clarifier shared by DI 2 and
DI 3, below.
3. MILL REPORT
42 TAPPI JOURNAL APRIL 2000
A major component installed that year is an Ahlstrom
FiberFlow Drum pulper.With a daily capacity of 950 tons,
it was, at the time of installation, the largest of its kind in
North America.The unit combines a conventional pulper,
a pulper screen, a drum screen, and a dump chest into a
single piece of equipment.
An AhlFloat dissolved air floatation clarifier was in-
stalled to allow process water from the gravity decker of
the No.2 deinking line to be reused 5 to 12 times before
being discharged as effluent. Start-up was in June 1997.
Bingham reports that the new 100% recycled paper
“appears to be about 25% stronger than prior to the re-
configuration.”It also lints less, perhaps half as much the
previous product, while the coefficient of friction is sig-
nificantly higher.Indications are that process yield for DI
No. 3 is more than expected, a further plus for the
project.
THE END OF THE KRAFT MILL
During the summer of 1999, the last few logs were
cleared from Snowflake’s woodyard. Plans called for the
mill’s groundwood and wood yard operations to be com-
pletely shut down in July during the final phase of a con-
version to 100% recycling.
At one time, the kraft pulp mill produced 550
tons/day of bleached softwood pulp with six batch di-
gesters.With the closure of the kraft mill, various struc-
tures and pieces of equipment were being removed, in-
cluding the lime kilns.The final disposition of the recov-
ery boiler had not been determined.
100% RECYCLING
In 1997,the Snowflake mill recycled nearly 500,000 tons
of paper.Installation of a US$ 15 million deinking system
and upgrades to its existing deinking system have given
the mill the capacity to go 100% recycled.
LARRY STANLEY—GENERAL MANAGER
Lawrence A. Stanley, general manager for Abitibi Con-
solidated’s Snowflake Division,has worked at the mill
since it was started by Southwest Forest Industry in
1963. He worked in various positions in the mill’s
maintenance department, from maintenance me-
chanic to general maintenance superintendent.
Stanley served on the start-up and optimization
team for a major mill expansion during 1974--1975.
The project included a power generation system,kraft
pulping system, kraft-recovery system, waste corru-
gated system, No. 1 deinking system and the No. 3
newsprint machine.
Stanley later served as co-project manager from
1980 through 1982 of a US$ 50 million project that in-
cluded an additional deinking system (DI 2) and a re-
build of the No. 1 newsprint machine at the
Snowflake mill. Concurrent with this project, he was
promoted to general paper machine superintendent
and assigned responsibility for the operation of the
three paper machines, stock preparation, finishing
and shipping.
In 1987, Stanley was promoted to manager of
maintenance and engineering at the Snowflake mill,
during which time he played a key role in design, in-
strumentation and start up of an automated central-
ized newsprint roll wrapping and roll tracking system.
Following the acquisition of the Snowflake mill by
Stone Corporation in 1987, Stanley was promoted to
production manager.While in this position, he served
as co-project manager in a project to upgrade the No.
1 deinking system to current technology and increase
capacity.
In January of 1989, Stanley was reassigned to Jack-
sonville, FL, as general manager of Seminole Kraft Cor-
poration, a subsidiary of Stone Container Corporation.
During his tenure in this position he managed the con-
version from the 100% virgin fiber kraft linerboard and
kraft paper operation to 100% recycled fiber-based op-
eration,making it the largest recycle fiber paper mill in
the world. During this period he helped establish a
250-megawatt co-generating facility on the Jack-
sonville mill site with U.S. Generating.
Stanley returned to the Snowflake Mill in 1993 as
general manager.
Since his return,
he has been in-
volved in major
projects to bring
the mill to the
forefront for re-
cycling and
deinking tech-
nology. He has
remained in
charge of the
mill following
the purchase by
Abitibi-Consoli-
dated in 1998.
Larry Stanley (left), Snowflake’s general
manager, with Scott Cook, production
manager.
4. VOL. 83: NO. 4 TAPPI JOURNAL 43
THE MILL TODAY
The mill has four Babcock & Wilcox boilers—two
power boilers and two idled recovery boilers. The
350,000 lb/hr and 800,000 lb/hr power boilers are fired
using natural gas and bituminous coal brought in from
the Navaho lands to the north. The mill’s two turbine
generators are identical to those used by electrical utili-
ties.The smaller one,a 25 MWWestinghouse model,dates
back to 1961.The other, manufactured by GE, is rated at
44 MW.The mill also uses up to 12 MW from the local
utility, though it’s quick to disconnect when summer
thunder storms pass through.
RECENT PROJECTS
Construction of a high density chest for DI 3, part of a
US$ 23 million project to allow Snowflake to produce
100% recycled newsprint, was scheduled to be com-
pleted in July. The chest holds about a day’s worth of
production—roughly 700 short tons of pulp.
As of last summer, the mill had five active pulping
areas,with two deinking systems.DI 1,started in 1975 as
a washing only system. Since then it’s gone through sev-
eral rebuilds. It and DI 2 are standard flotation/washing
systems, with a combined capacity of 618 OD metric
tons/day.With the new DI 3, Snowflake will have a total
deinking capacity of 1002 OD metric tons/day.
“We had an overcapacity OCC plant,”Bingham noted.
The mill added flotation to the existing OCC equipment,
and a thickener, so that it could be used for deinking
newsprint.The plan then called for the existing DI 1 to
become No. 2 OCC.“Basically we’re flip-flopping,” Bing-
ham said.The OCC plant will convert to DI 3, the No. 1
DI plant was converted to OCC,“and that's strictly a ca-
pacity issue,” she said.
When originally built, the idea was that the No. 1 and
No.2 paper machines would be converted to corrugating
medium—that was at the height of the corrugating
medium market...“That sort of fell apart and we're still
making newsprint,” Bingham said. So the logical thing is
to use that capacity to process newsprint.
An existing FiberFlow Drum pulper feeds DI 2 and DI
3.A number of older, smaller, low-consistency, high-shear
type pulpers are in place as backup, and would be fed a
specially segregated furnish. In contrast, the FiberFlow is
very low shear, high-consistency pulper. “So instead of
chopping up plastic bags, it spits out the whole bag at
the back end,” Bingham said.
A special system was installed at the mill to remove the baling
wire from newsprint shipped in for recycling.
The Ahlstrom FiberFlow Drum line (above) and one of the fire
hose stations in the bale storage yard.
5. MILL REPORT
44 TAPPI JOURNAL APRIL 2000
FACES OFTHE SNOWFLAKE MILL: Clockwise, from upper
right, Rick Robertson (right), No. 3 machine superintendent,
stands with “Big John” Robinson, shift supervisor (left), who has
worked at Snowflake since the mill's start-up in 1961. Lonnie
Voosen, senior process engineer, uses the technical department’s
newTSO/TSI tester to measure fiber orientation in paper sam-
ple.W. Finner and crew monitor the mill’s power requirements.
Faye Fisk, recycle paper coordinator, checks the quality of bales
received by the mill. CarlYellowhair grabs a wrapped roll for
shipment. Skip Hellerud, environmental and technical manager,
with trophies won by the mill. Gordon Green (front) and Jeff Ly-
dolph in the machine control room.
6. VOL. 83: NO. 4 TAPPI JOURNAL 45
The DLK (double-line clippings) plant—the prede-
cessor to the OCC plant—was being used to process
market pulp following the shutdown of the kraft pulping
operations.The shutdown left the mill short about 100
tons/day until recycling capacity was increased.An idled
CEPH bleach plant was dismantled and stored as part of
the kraft pulping shutdown.
BIOMASS IRRIGATION & EFFLUENT REUSE
The Snowflake mill has received a number of awards in
recognition for its environmental efforts. In 1998 it
earned a first from Keep America Beautiful for its “re-
duce,reuse,recycle”initiatives.That same year,the mill re-
ceived the Arizona Farm Bureau’s award for environmen-
tal enhancement.
In 1997, Stone Container received the Governor’s
Pride in Arizona Award for developing an environmen-
tally sound way to reuse treated water from its mill op-
erations. Instead of sending the effluent to nearby Dry
Lake to evaporate, the precious water was being used to
grow feed crops on a five square mile biomass plantation
that straddles Arizona State Highway 377.
The program was initiated in 1989. Experimental
plantings began in 1990,but it wasn’t until 1992 that the
first 500 acres were cultivated near the ghost-town of
Zeniff.The area for use was expanded to 3100 acres in
1996.
The process is fairly simple.The clarified effluent is
filtered and potentially harmful salts are removed. The
water is then routed through culverts and control gates
to the fields as needed.
The treatment system was developed in conjunction
with the Northern Arizona University School of Forestry.
Students from the university set up a small compound on
the plantation to study the types of vegetation and plan-
tation designs that would most effectively absorb the
water and grow on the site, said Skip Hellerud, the mill’s
environmental and technical manager.
At least 150 varieties of trees and crops have been
tested at the site.While the mill was still pulping wood,
there was interest in fast growing trees, such as cotton-
wood, as well as black locust and Russian olive. Most of
the cultivated land is now used to grow crops such as al-
falfa and sordan (a sorghum-sudan grass hybrid).
As a further benefit,the area around the plantation,in-
cluding Twin Lake and Dry Lake, has become something
of a wildlife refuge,Bingham said.Several hundred elk fre-
quent the plantation, as do hawks, eagles, coyotes, and
other animals.
The Snowflake mill also plays a significant role in Ari-
zona’s overall recycling effort.Without the mill, it might
be prohibitively expensive to collect recyclable
newsprint throughout the state and then ship it to recy-
7. 46 TAPPI JOURNAL APRIL 2000
MILL REPORT
THE APACHE RAILWAY
Ray West has an obvious fondness for trains,and a par-
ticular fondness for the Apache Railway.As transporta-
tion manager, he watches over the men and equip-
ment that haul freight to and from the main rail line at
Holbrook and the Snowflake mill.
The shortline is also a favorite of rail fans who sta-
tion themselves to snap pictures along the route north
of the mill to Holbrook where the shortline connects
with the Burlington Northern-Sante Fe (BNSF). The
green-and-whiteALCo engines used by the railway“are
quite a deal with the fans,” West noted. Three-man
crews make the run about five times a week.
TheApache recently acquired three 2400 hp Cana-
dian Pacific C-424 ALCo engines, adding to four C420s
it has been running. Its RS-36s have been taken out of
service and are being used for spare parts. It both
owns and leases railcars.
The Apache Railway serves as a repair and main-
tenance center for the BNSF. Its locomotive and car
repair shop can do major rebuilds, though much of
the work involves changing out wheel sets, replac-
ing freight car doors, and repairing various types of
damage.
West’s crews also include five people in the loco-
motive shop, eight in the car repair shop, nine in the
maintenance department, and seven in administra-
tion. The employees are represented by two unions
and have worked under a six-year contract.
The newest engines of the Apache Railway. Ray West in the rail maintenance building at Snowflake.
Machine tenders trim a reel on the finishing end. A control gate for one of the irrigation ditches.
cling facilities elsewhere in the nation.With Snowflake’s
move to 100% recycling, the environmental benefits
stand out even more.TJ
Meadows is editor of TAPPI JOURNAL; email: dmeadows@tappi.org.
Photos: Don Meadows, DavidWindmyer, and others.