
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a 3 secuencia y proceso de inyecciòn
Semelhante a 3 secuencia y proceso de inyecciòn (20)
Mais de Carlos0601
Mais de Carlos0601 (20)
3 secuencia y proceso de inyecciòn
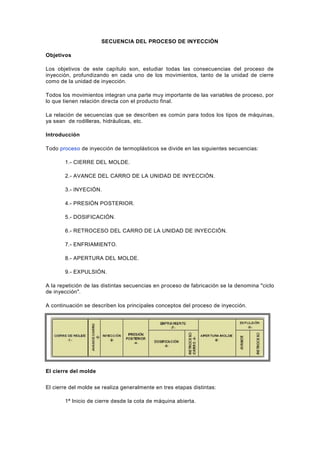
- 1. SECUENCIA DEL PROCESO DE INYECCIÒN Objetivos Los objetivos de este capítulo son, estudiar todas las consecuencias del proceso de inyección, profundizando en cada uno de los movimientos, tanto de la unidad de cierre como de la unidad de inyección. Todos los movimientos integran una parte muy importante de las variables de proceso, por lo que tienen relación directa con el producto final. La relación de secuencias que se describen es común para todos los tipos de máquinas, ya sean de rodilleras, hidráulicas, etc. Introducción Todo proceso de inyección de termoplásticos se divide en las siguientes secuencias: 1.- CIERRE DEL MOLDE. 2.- AVANCE DEL CARRO DE LA UNIDAD DE INYECCIÓN. 3.- INYECIÓN. 4.- PRESIÓN POSTERIOR. 5.- DOSIFICACIÓN. 6.- RETROCESO DEL CARRO DE LA UNIDAD DE INYECCIÓN. 7.- ENFRIAMIENTO. 8.- APERTURA DEL MOLDE. 9.- EXPULSIÓN. A la repetición de las distintas secuencias en proceso de fabricación se la denomina "ciclo de inyección". A continuación se describen los principales conceptos del proceso de inyección. El cierre del molde El cierre del molde se realiza generalmente en tres etapas distintas: 1ª Inicio de cierre desde la cota de máquina abierta.
- 2. 2ª Tramo central a velocidad rápida. 3ª Frenado final de aproximación, con posterior caída de presión para seguro del molde. Las distintas etapas se controlan desde el mando. El seguro del molde sirve para la protección mecánica del útil. La presión de trabajo del seguro del molde será la mínima que permita el movimiento del cierre desde el inicio del seguro hasta la entrada de la alta presión de cierre (contacto de las dos mitades del molde). El tiempo de seguro de molde se ajustará al mínimo posible, siguiendo los mismos criterios descritos en la presión. Una vez sobrepasado el seguro del molde, el cierre entra en alta presión para el bloqueo del molde. Avance del carro de la unidad de inyección La unidad de inyección descansa sobre un conjunto de elementos mecánicos denominado carro. Una vez el molde está bloqueado, el carro de la unidad de inyección avanza hasta que la boquilla de la propia unidad hace contacto con el bebedero del molde, y disponiéndose así para proceder a la inyección. Inyección La inyección se efectúa sin el movimiento de rotación del husillo. El cilindro impulsa longitudinalmente el husillo, procediendo así al llenado volumétrico del molde. Al inyectar, la masa fundida de material plástico va penetrando en el molde cerrado, con los valores de temperaturas, velocidades y presiones completamente controlados. Al final de la inyección y conforme el plástico ya se ha introducido en el molde, el esfuerzo del husillo que ha ido en aumento debido a la disminución de la velocidad de la masa, alcanza la presión de compactación, antes de conmutar a la presión posterior. Presión posterior Al enfriarse la masa fundida en el molde, ésta va perdiendo volumen.
- 3. Con la presión posterior se compensa el volumen perdido, añadiendo material en el molde durante un tiempo determinado. Comentario: Es muy importante el punto de conmutación a presión posterior, ya que si se conmuta muy pronto la pieza queda poco compactada, y en el caso de que conmute demasiado tarde, puede sobre-empacarla. Dosificación Después de la conclusión de la presión posterior, el husillo empieza a girar hasta efectuar la carga, arrastrando el material que le suministra la tolva. Un segundo movimiento simultáneo hacia atrás provocado precisamente por la acumulación constante de masa fundida presionada en la recámara, acompaña al propio husillo hasta la cota de dosificación solicitada. Una vez alcanzada la cota de dosificación, se ha acumulado ya la suiciente cantidad de masa fundida para la inyección de la siguiente pieza y automáticamente los movimientos del husillo se detienen. Retroceso del carro de la unidad de inyección La unidad de inyección se separa del molde para cortar la colada de plástico y no perder calor en la boquilla de la máquina durante el resto del ciclo. En moldes con cámara caliente no siempre es necesario este retroceso programado. Enfriamiento El tiempo de enfriamiento de pieza o de molde cerrado en realidad se inicia al final de la presión posterior. Transcurrido este tiempo predeterminado, la máquina abre. El tiempo de enfriamiento es muy importante para el control de la medida final de la pieza, ya que afecta directamente a las contracciones. A mayor tiempo, se producirán menos contracciones en la pieza, es decir, ésta quedará de mayor tamaño y con menores deformaciones. Con un tiempo corto se producirán mayores contracciones en la pieza, es decir, ésta quedará de menor tamaño y se producirán mayores deformaciones. Apertura del molde La apertura de molde se realiza generalmente en tres distintas etapas: 1ª Inicio lento para desclavar el molde. 2ª Tramo central a velocidad rápida. 3ª Frenado final de aproximación al punto consignado de apertura Las distintas etapas se controlan desde el mando. Expulsión La salida de la pieza del molde se efectúa al efectuarse la expulsión. Una vez alcanzada la cota de expulsión, la misma regresa a su punto original para seguir con un nuevo ciclo de inyección.