

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Destaque (13)
Semelhante a EH-INS-001 Slicer Dicer SD6:SD7
Semelhante a EH-INS-001 Slicer Dicer SD6:SD7 (20)
EH-INS-001 Slicer Dicer SD6:SD7
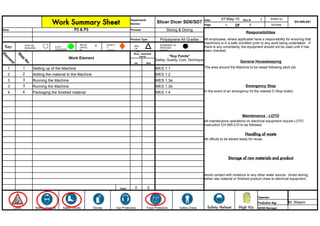
- 1. Work Summary Sheet Department/ Slicer Dicer SD6/SD7 Date: 07-May-15 Rev #: 1 Written by EH-INS-001 Section Page 1 Of 7 M.Elliker Area: P2 & P3 Process Slicing & Dicing Responsibilities Product Type Polystyrene All Grades Key: Work Element VA NVA General Housekeeping 1 1 Setting up of the Machine WES 1.1 The area around the Machine to be swept following each job. 2 2 Adding the material to the Machine WES 1.2 3 3 Running the Machine WES 1.3a 3 3 Running the Machine WES 1.3b Emergency Stop 4 4 Packaging the finished material WES 1.4 In the event of an emergency hit the nearest E-Stop button. Maintenance - LOTO Handling of waste All offcuts to be stored ready for reuse. Storage of raw materials and product Totals 0 0 Safety Dress Safety Helmet High Viz Operator Production Mgr M. Wasim Locks Safety Glasses Safety Shoes Gloves Ear Protection Face Protection QHSE Manager All employees, where applicable have a responsibility for ensuring that machinery is in a safe condition prior to any work being undertaken. If there is any uncertainty, the equipment should not be used until it has been checked. Time - Elements (secs) "Key Points" Safety, Quality, Cost, Technique All maintenance operations on electrical equipment require LOTO Instruction EH-INS-010 to be followed Avoid contact with moisture or any other water source. Avoid storing either raw material or finished product close to electrical equipment. Elem ent Step N o STANDARD IN- PROCESS STOCK DELTA CRITIC AL QUALIT Y CHECK H & S CONCERN C KNA CK POIN T STEP No. SEQUENC E
- 2. Work Element Sheet Department/ Date: 07-May-15 Rev #: 1 Written by EH-INS-001 Section Page 2 of 7 M.Elliker Plant Name Ecclestone & Hart Process Slicing & Dicing Element Name: Adding material to the machineTakt Time Cycle Time Product Type Polystyrene All Grades Element No. 2 Main Steps Symbol Key Points 1 Adding the Material 2 Turn the heat on and off, switch is lit in red when on. 3 4 Element Time (secs) Date Name Revision History Rev No. This Document Is Not Approved Until The First page Of These Instructions Have Been Signed Off Slicer Dicer SD6/SD7 Photographs / Drawings of Key Points and Safety Critical parts Step No. Material must be placed by the machine and either lifted onto the machine utilising the manual handling techniques (back straight, legs bent, hug load) or in the case of MD material two people should lift onto the machine. Control Panel – Temperature On/Off Switch Control Panel – Temperature Control This is used to control the temperature, for most jobs this is set to 600, the temperature should be set as low as possible to minimise the risk of wire breakage. Control Panel – Moving the wires Apart from when loading or unloading pieces on and off the machine table the machine can only be operated from the remote console or hand control. However once the program has been started it will run until complete so care still needs to be taken to not touch the cutting wires when the machine is in use as the wires will be hot. Sign off for individual element sheets is not required. Only sign the First Page following any revisions. The Revision History should be updated by the person making the changes to this document. * All old level documents in this folder will be signed off to R-01 (Revision 1) providing the First Page is Signed Off. KEY: STANDARD IN- PROCESS STOCK DELTA CRITIC AL QUALIT Y CHECK H & S CONCER N C KNA CK POIN T STEP No. SEQUENC E 2
- 3. Work Element Sheet Department/ Date: 07-May-15 Rev #: 1 Written by EH-INS-001 Section Page 4 of 7 M.Elliker Plant Name Ecclestone & Hart Process Slicing & Dicing Element Name: Running the MachineTakt Time Cycle Time Product Type Polystyrene All Grades Element No. 3 Main Steps Symbol Key Points 1 2 3 Setting the Temperature Element Time (secs) Date Name Revision History Rev No. This Document Is Not Approved Until The First page Of These Instructions Have Been Signed Off Slicer Dicer SD6/SD7 Photographs / Drawings of Key Points and Safety Critical parts Step No. Lining the material up to correct location Take care to not become tangled in the wires Ensure that all loose clothing is secured and long hair is tied back. Lower the frame/ Move the frame Lower the dicer frame/ Move the slicer frame to the top/ Edge of the material on the machine bed. When the wires touch the foam adjust the temperature and speed control as necessary, remembering that the higher the temperature the greater the wastage and the higher the risk of wire breakage. Sign off for individual element sheets is not required. Only sign the First Page following any revisions. The Revision History should be updated by the person making the changes to this document. * All old level documents in this folder will be signed off to R-01 (Revision 1) providing the First Page is Signed Off. KEY: STANDARD IN- PROCESS STOCK DELTA CRITIC AL QUALIT Y CHECK H & S CONCER N C KNA CK POIN T STEP No. SEQUENC E 5
- 4. Work Element Sheet Department/ Date: 07-May-15 Rev #: 1 Written by EH-INS-001 Section Page 5 of 7 M.Elliker Plant Name Ecclestone & Hart Process Slicing & Dicing Element Name: Running the machineTakt Time Cycle Time Product Type Polystyrene All Grades Element No. 3 Main Steps Symbol Key Points 1 2 Running the Machine 3 4 Glue Gun Element Time (secs) Date Name Revision History Rev No. This Document Is Not Approved Until The First page Of These Instructions Have Been Signed Off Slicer Dicer SD6/SD7 Photographs / Drawings of Key Points and Safety Critical parts Step No. Setting the Machine in motion Apart from when loading or unloading pieces on and off the machine table the machine can only be operated from the remote console or hand control. However once the program has been started it will run until complete so care still needs to be taken to not touch the cutting wires when the machine is in use as the wires will be hot. Keep a safe distance from the machine, and whilst the machine is in use take care to not touch the wires as they will be hot. This machine has wires that cut both vertically and horizontally so care should be taken to ensure that both directions are free of obstructions. Whilst the machine is running Keep a safe distance from the machine as the fumes will rise to the ceiling, if the operator feels that they have been affected by the fumes they should request a FFP2 Disposable Mask. Material may need to be glued before it is moved to one of the other machines, the glue gun needs to be used with care following the instructions displayed in the area. Sign off for individual element sheets is not required. Only sign the First Page following any revisions. The Revision History should be updated by the person making the changes to this document. * All old level documents in this folder will be signed off to R-01 (Revision 1) providing the First Page is Signed Off. KEY: STANDARD IN- PROCESS STOCK DELTA CRITIC AL QUALIT Y CHECK H & S CONCER N C KNA CK POIN T STEP No. SEQUENC E 3
- 5. Operator Training Process Sign Off Sheet Name Location Ecclehurst & Hart Date Trainer M. Elliker Process 2. Operator understands the site PPE requirements and Yes No additional requirements for this process. 3. Operator has read and understood the standardised Yes No work for this process. Trainer Signature Operator Signature Stage 1: Operator is being trained in the process. He/She must be 100% supervised. All activities carried out must be checked by a 'capable to train' operator or supervisor. Stage 2: Operator understands the process steps however is not yet capable to work at rate. Operator must be checked at each key stage in the process. Operator understands quality standard for this process. Stage 3: Operator understands the process steps and can can work unsupervised. Operator fully understands quality standards for this process and is capable of achieveing them. Stage 4: Operator understands the process steps, can work unsupervised, Operator fully understands quality standards for this process and is capable of achieveing them. Operator is able to train others. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Training and Measurement Criteris to be decided. Is being instructed in the standard work process and is not yet able to work unsupervised. Has carried out standard work process but is not yet up to speed with no fault forward (NFF) Quality or Safety. Has carried out standard work process and has completed a minimum of 10 pieces of product with no fault forward (NFF) Quality or Safety.