
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Expendable Mold Processes and Casting Techniques
Similar to Expendable Mold Processes and Casting Techniques (20)
Recently uploaded
Recently uploaded (20)
Expendable Mold Processes and Casting Techniques
- 1. Other Expendable Mold Processes Shell Molding Expanded Polystyrene Process Investment Casting Plaster Mold Ceramic Mold Casting
- 2. FUNDAMENTAL OF CASTING PROCESSES BY MR RAJAT A. BAGADE (DEPARTMENT OF MECHANICAL ENGINEERING) MAHARASHTRA INSTITUTE OF POLYECHNIC BETALA 4/18/2023
- 3. 1. Shell Molding Casting process in which the mold is a thin shell of sand held together by thermosetting resin binder Figure 1 Steps in shell-molding: (1) a match-plate or cope-and-drag metal pattern is heated and placed over a box containing sand mixed with thermosetting resin.
- 4. Shell Molding Figure 1 Steps in shell-molding: (2) box is inverted so that sand and resin fall onto the hot pattern, causing a layer of the mixture to partially cure on the surface to form a hard shell; (3) box is repositioned so that loose uncured particles drop away;
- 5. 1.Shell Molding Figure 1 Steps in shell-molding: (4) sand shell is heated in oven for several minutes to complete curing; (5) shell mold is stripped from the pattern;
- 6. 1.Shell Molding Figure 1 Steps in shell-molding: (6) two halves of the shell mold are assembled, supported by sand or metal shot in a box, and pouring is accomplished; (7) the finished casting with sprue removed. From www.janfa.com
- 7. Advantages and Disadvantages Advantages of shell molding: Smoother cavity surface permits easier flow of molten metal and better surface finish Good dimensional accuracy - machining often not required Mold collapsibility minimizes cracks in casting Can be mechanized for mass production Disadvantages: More expensive metal pattern Difficult to justify for small quantities
- 8. 2.Expanded Polystyrene Process Figure 2 Expanded polystyrene casting process: pattern of polystyrene is coated with refractory compound; Uses a mold of sand packed around a polystyrene foam pattern which vaporizes when molten metal is poured into mold Other names: lost-foam process, lost pattern process, evaporative-foam process, and full-mold process Polystyrene foam pattern includes sprue, risers, gating system, and internal cores (if needed) Mold does not have to be opened into cope and drag sections From www.wtec.org/loyola/casting/fh05_20.jpg
- 9. 2.Expanded Polystyrene Process Figure 2 Expanded polystyrene casting process: (2) foam pattern is placed in mold box, and sand is compacted around the pattern; Figure 2 Expanded polystyrene casting process: (3) molten metal is poured into the portion of the pattern that forms the pouring cup and sprue. As the metal enters the mold, the polystyrene foam is vaporized ahead of the advancing liquid, thus the resulting mold cavity is filled.
- 10. Advantages and Disadvantages Advantages of expanded polystyrene process: Pattern need not be removed from the mold Simplifies and speeds mold-making, because two mold halves are not required as in a conventional green-sand mold Disadvantages: A new pattern is needed for every casting Economic justification of the process is highly dependent on cost of producing patterns
- 11. 3.Investment Casting (Lost Wax Process) A pattern made of wax is coated with a refractory material to make mold, after which wax is melted away prior to pouring molten metal "Investment" comes from a less familiar definition of "invest" - "to cover completely," which refers to coating of refractory material around wax pattern It is a precision casting process - capable of producing castings of high accuracy and intricate detail
- 12. 3.Investment Casting Figure 3 Steps in investment casting: (1) wax patterns are produced, (2) several patterns are attached to a sprue to form a pattern tree
- 13. 3.Investment Casting Figure 3 Steps in investment casting: (3) the pattern tree is coated with a thin layer of refractory material, (4) the full mold is formed by covering the coated tree with sufficient refractory material to make it rigid
- 14. 3.Investment Casting Figure 3 Steps in investment casting: (5) the mold is held in an inverted position and heated to melt the wax and permit it to drip out of the cavity, (6) the mold is preheated to a high temperature, the molten metal is poured, and it solidifies
- 15. 3.Investment Casting Figure 3 Steps in investment casting: (7) the mold is broken away from the finished casting and the parts are separated from the sprue
- 16. Advantages and Disadvantages Advantages of investment casting: Parts of great complexity and intricacy can be cast Close dimensional control and good surface finish Wax can usually be recovered for reuse Additional machining is not normally required - this is a net shape process Disadvantages Many processing steps are required Relatively expensive process
- 17. 4.Plaster Mold Casting Similar to sand casting except mold is made of plaster of Paris (gypsum - CaSO4-2H2O) In mold-making, plaster and water mixture is poured over plastic or metal pattern and allowed to set Wood patterns not generally used due to extended contact with water Plaster mixture readily flows around pattern, capturing its fine details and good surface finish
- 18. Advantages and Disadvantages Advantages of plaster mold casting: Good accuracy and surface finish Capability to make thin cross-sections Disadvantages: Mold must be baked to remove moisture, which can cause problems in casting Mold strength is lost if over-baked Plaster molds cannot stand high temperatures, so limited to lower melting point alloys
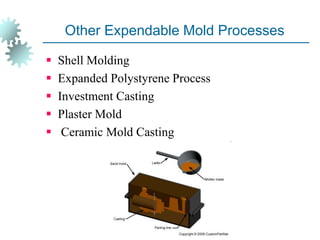
- 19. 5.Ceramic Mold Casting Similar to plaster mold casting except that mold is made of refractory ceramic material that can withstand higher temperatures than plaster Can be used to cast steels, cast irons, and other high-temperature alloys Applications similar to those of plaster mold casting except for the metals cast Advantages (good accuracy and finish) also similar
- 20. Permanent Mold Casting Processes Economic disadvantage of expendable mold casting: a new mold is required for every casting In permanent mold casting, the mold is reused many times The processes include: Basic permanent mold casting Die casting Centrifugal casting
- 21. 1.Basic Permanent Mold Process Uses a metal mold constructed of two sections designed for easy, precise opening and closing Molds used for casting lower melting point alloys are commonly made of steel or cast iron Molds used for casting steel must be made of refractory material, due to the very high pouring temperatures
- 22. Permanent Mold Casting Figure 1 Steps in permanent mold casting: (1) mold is preheated and coated
- 23. Permanent Mold Casting Figure 1 Steps in permanent mold casting: (2) cores (if used) are inserted and mold is closed, (3) molten metal is poured into the mold, where it solidifies.
- 24. Advantages and Limitations Advantages of permanent mold casting: Good dimensional control and surface finish More rapid solidification caused by the cold metal mold results in a finer grain structure, so castings are stronger Limitations: Generally limited to metals of lower melting point Simpler part geometries compared to sand casting because of need to open the mold High cost of mold
- 25. Applications of Permanent Mold Casting Due to high mold cost, process is best suited to high volume production and can be automated accordingly Typical parts: automotive pistons, pump bodies, and certain castings for aircraft and missiles Metals commonly cast: aluminum, magnesium, copper-base alloys, and cast iron
- 26. 2.Die Casting A permanent mold casting process in which molten metal is injected into mold cavity under high pressure Pressure is maintained during solidification, then mold is opened and part is removed Molds in this casting operation are called dies; hence the name die casting Use of high pressure to force metal into die cavity is what distinguishes this from other permanent mold processes
- 27. Die Casting Machines Designed to hold and accurately close two mold halves and keep them closed while liquid metal is forced into cavity Two main types: 1. Hot-chamber machine 2. Cold-chamber machine
- 28. Hot-Chamber Die Casting Metal is melted in a container, and a piston injects liquid metal under high pressure into the die High production rates - 500 parts per hour not uncommon Applications limited to low melting-point metals that do not chemically attack plunger and other mechanical components Casting metals: zinc, tin, lead, and magnesium
- 29. Hot-Chamber Die Casting Figure 2.1 Cycle in hot-chamber casting: (1) with die closed and plunger withdrawn, molten metal flows into the chamber (2) plunger forces metal in chamber to flow into die, maintaining pressure during cooling and solidification.
- 30. Cold-Chamber Die Casting Machine Molten metal is poured into unheated chamber from external melting container, and a piston injects metal under high pressure into die cavity High production but not usually as fast as hot-chamber machines because of pouring step Casting metals: aluminum, brass, and magnesium alloys Advantages of hot-chamber process favor its use on low melting-point alloys (zinc, tin, lead)
- 31. Cold-Chamber Die Casting Figure 2.2 Cycle in cold-chamber casting: (1) with die closed and ram withdrawn, molten metal is poured into the chamber
- 32. Cold-Chamber Die Casting Figure 2.2 Cycle in cold-chamber casting: (2) ram forces metal to flow into die, maintaining pressure during cooling and solidification.
- 33. Advantages and Limitations Advantages of die casting: Economical for large production quantities Good accuracy and surface finish Thin sections are possible Rapid cooling provides small grain size and good strength to casting Disadvantages: Generally limited to metals with low metal points Part geometry must allow removal from die
- 34. 3.Centrifugal Casting • For centrifugal casting, molten metal is introduced into a mould that is rotated during solidification. • The centrifugal force improves the feed and filling consistency achieving surface detail. • This method has been specifically adapted to the production of cylindrical parts and eliminates the need for gates, risers and cores. • The process is typically unsuitable for geometries that do not allow a linear flow- through of metal. 4/18/2023
- 35. Centrifugal Casting Fig.3 Setup for true centrifugal casting 4/18/2023
- 36. Advantages: • Centrifugal casting improves homogeneity and accuracy in special circumstances. • High surface finish. • Eliminates the need for gating systems. • High production rate. Limitations: • The process imposes limitations on the shape of castings, and is normally restricted to the production of cylindrical geometric shapes. • Expensive set-up. 4/18/2023
- 37. Furnaces for Casting Processes Furnaces most commonly used in foundries: Cupolas Direct fuel-fired furnaces Crucible furnaces Electric-arc furnaces Induction furnaces
- 38. CASTING QUALIT Y General Defects: Some defects are common to any and all casting processes. a) Misruns, which are castings that solidify before completely filling the mold cavity. Typical causes include (1) fluidity of the molten metal is insufficient, (2) pouring temperature is too low, (3) pouring is done too slowly, and/or (4) cross-section of the mold cavity is too thin. 4/18/2023
- 39. CASTING DEFECTS b)Cold Shuts, which occur when two portions of the metal flow together but there is a lack of fusion between them due to premature freezing. Its causes are similar to misrun. c) Cold shots, This defect is caused by a small amount of molten metal entering the gating system or mold cavity and solidifying in the form of a small ball, can’t dissolve or fuse with the molten metal entering the mold. 4/18/2023
- 40. CASTING DEFECTS d) Shrinkage cavity, is a cavity caused by contraction of the molten metal caused by solidification shrinkage that restricts amount of molten metal available in last region to freeze. The problem can often be solved by proper riser design. 4/18/2023
- 41. CASTING DEFECTS Sand Casting Defects: a) Sand blow, is a defect consisting of a balloon-shaped gas cavity caused by release of mold gases during pouring. It occurs at or below the casting surface near the top of the casting. Low permeability, poor venting, and high moisture content of the sand mold are the usual causes. 4/18/2023
- 42. CASTING DEFECTS b) Pinholes, also caused by release of gases during pouring, consist of many small gas cavities formed at or slightly below the surface of the casting. c) Sand wash, which is an irregularity in the surface of the casting that results from erosion of the sand mold during pouring, and the contour of the erosion is formed in the surface of the final cast part. 4/18/2023
- 43. CASTING DEFECTS c) Mold shift, refers to a defect caused by a sidewise displacement of the mold cope relative to the drag, the result of which is a step in the cast product at the parting line. d) Mold crack, occurs when mold strength is insufficient, and a crack develops, into which liquid metal can seep to form a ‘‘fin ’’ on the final casting. 4/18/2023
- 44. TESTING METHODS DESTRUCTIVE TESTING NON DESTRUCTIVE TESTING 4/18/2023 INSPECTION OF CASTING
- 45. DESTRUCTIVE TESTING This test is done causing harm to the casting i.e. by destroying it. Various tests include fatigue tests, compression tests, creep tests etc. 4/18/2023
- 46. NON DESTRUCTIVE TESTING Here parts to be tested are inspected for internal defects and surface defects without destroying the component. Various methods available are: visual inspection Liquid penetrate test LPI Magnetic particle inspection MPI X – Ray radiography XRR Ultrasonic testing UT 4/18/2023
- 47. VISUAL INSPECTION Simplest and most fastest inspectional methods. Most commonly employed. Usually good to check surface defects. Fails to identify internal defects. 4/18/2023
- 48. Liquid penetrant test Surface preparation Penetrant application Penetrant dwell Excess Penetrant removal Developer application Indication development Inspection Clean surface. 4/18/2023
- 49. Magnetic Particle Inspection - MPI Most satisfactory method Used to find surface and sub surface defects. It is quick, cheap, very sensitive Can only be applied to ferrous metals like steel, cast iron etc 4/18/2023
- 50. Principle - MPI When a metal placed in magnetic field, magnetic flux are intersected by the defect – magnetic poles are induced on either side of discontinuity. Abrupt change in path of flux – local leakage This can detected when magnetic particles are attracted towards defective region. Magnetic particles piles up in defective region. 4/18/2023
- 51. Magnetization To induce magnetic lines – two methods – permanent magnet – electromagnet. Electromagnet is proffered as it has capability to produce stronger magnetic field. Magnetization – two types – longitudinal or for parallel defects – circular or for perpendicular defects. For a defect to be detected flux lined should pass perpendicular line. 4/18/2023
- 52. Application of magnetic particles Magnetic particles are applied uniformly so that they move on the surface freely. The particles must be as fine as possible. Generally pulverized iron oxide, carbonyl iron powder are used. 4/18/2023
- 53. Inspection of defect Generally carried out in good light. If no defects then regular pattern, if presence of defects then flux lines distorted. Magnetic particles spreads out at the point of defects indicating presence of defect. 4/18/2023
- 54. X – ray radiography X – Rays are produced when high energy electrons collide with the nucleus of an atom . The x – ray equipment ---which produces incandescent light, placed near a highly charged cathode, causing the electrons to flow from the cathode which is attributed by the anode or target. The intensity of x – rays produced is directly proportional to the number of electrons produced at the filament. The pattern of the x – ray so produced depends on the shape of the target. 4/18/2023
- 55. Ultrasonic Testing Ultrasonic Testing (UT) uses high frequency sound energy to conduct examinations and make measurements. Ultrasonic testing is based on piezoelectric effect which converts electrical energy to mechanical energy thus generating ultrasonic waves Ultrasonic waves are generated when a high frequency alternating current of about a million times per second is impressed across the forces of piezoelectric materials like quartz crystal. The crystal expands in full half of the cycle and contracts when the electric field is increased, thus producing mechanical vibrations. 4/18/2023
- 56. 4/18/2023
- 57. Ultrasonic Testing When there is a discontinuity (such as a crack) in the wave path, part of the energy will be reflected back from the flaw surface The reflected wave signal is transformed into an electrical signal by the transducer and is displayed on a screen In the applet below, the reflected signal strength is displayed versus the time from signal generation to when an echo was received. Signal travel time can be directly related to the distance that the signal traveled From the signal, information about the reflector location, size, orientation and other features can 4/18/2023
- 58. 4/18/2023