EOS Whitepaper - Additive Manufacturing Supports
•
1 like•390 views

EOS Whitepaper - Additive Manufacturing Supports

Recommended
Recommended
More Related Content
What's hot
What's hot (13)
Similar to EOS Whitepaper - Additive Manufacturing Supports
Similar to EOS Whitepaper - Additive Manufacturing Supports (20)
More from Machine Tool Systems Inc.
More from Machine Tool Systems Inc. (20)
Recently uploaded
Recently uploaded (20)
EOS Whitepaper - Additive Manufacturing Supports
- 1. Summary Seasoned experts in additive manufacturing (AM) design their parts in an optimized way for the production method. This means, that they try to avoid support structures wherever it is possible and choose self- supporting geometries. But even the greatest ingenuity does not necessarily prevent from the use of supports. Some characteristics are simply impossible to build without. The real challenge is to create such elements smart and efficient. Designing support structures therefore is an art form in itself. The Art of supporting metal AM parts by Stefan Bindl, EOS GmbH This whitepaper is for you if you are →→ Designing metal AM parts →→ Seeking to design your support generation smarter →→ Looking to reduce your post-build processing time Whitepaper
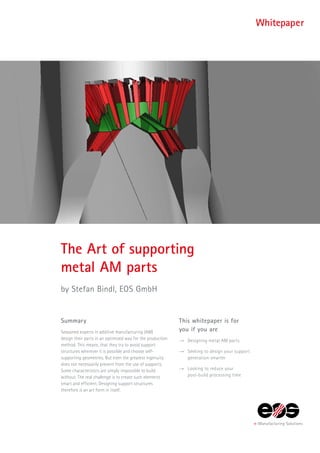
- 2. 2 Nowadays building metal parts by additive manufacturing requires a tremendous amount of support structures as the designs in most cases do not really address AM requirements. But even with specific designs for additive manufacturing some support structures may be necessary. Besides the boundary conditions, there are always the same requirements for suitable support structures: →→ Easy to remove →→ Strong enough to hold the part →→ Short build time →→ Material saving The Art of supporting metal AM parts Indeed every AM engineer who is dealing with this topic for a while knows about those. The only question arising is, how can we get the conflict of aims solved or at least find a suitable trade off? By using a demo part we want to give an idea on the “Art of supporting metal AM parts”. Let us start with the part first: This is a design study for a combustion chamber used in aircraft or helicopter gas turbine engines. The entire design was dedicated to the manufacturing method of AM, requiring virtually no overhangs to be supported or any other geometries that would feature any kind of support structures (see figure 1). So far so good. Design Study of an annular combustion chamber with differently shaped air inlets
- 3. 3 Integration of attachment points Now as there was no opportunity to integrate the adjacent module, the turbine casing, into this part some attachment points had to be integrated. In an ideal world we would have a closer look on the nozzle guide vane to see how we can make use of additive manufacturing to combine both components or at least create an advanced interface. For this case, let’s assume for some reasons we have to stick to the already predefined attachment points of the turbine casing. Augmenting those, the combustion chamber could look like this. Design optimization to reduce supported surfaces Now it is relatively obvious, that these overhangs will need support structures and as they are very high above the building platform they need to be connected to the part. What could be done from the design was to modify the down facing surface a bit. As this surface is going to be rough even if using support structures we can make the best out of it and use the surface to ensure the bolts and nuts will not loosen during usage. In this case, some sharp ripplets have been introduced to realize the functional surface. In addition the support structures can be reduced as the exposed area per layer is reduced as well. Figure 3 illustrates the new design. Annular combustor with mounting devices to attach to the turbine casing Detailed view of the attachment points and the ripped downward facing area
- 4. 4 From obvious to smart supports The most important question still remains open – how can we realize the support structure in a smart way? As can be derived from the design, the removal of the support structures within this small gap underneath the attachment points would require high efforts. In order to solve this problem an additional part was created, with the purpose of holding the supports and make it possible to remove them. This additional block features two bottom surfaces to be connected to the part and the top surface to be the basis for the support holding the attachment geometry. The block itself is designed to be self-supported and does not require any additional supports. Speaking about the smart way of building supports this block has one key feature. Inside it comprises an internal hexagon to be able to twist it after the built breaking the supports and getting them out. In addition to this functional integrated support assistant some conventional support structures have to be designed. Therefore one of the various supporting tools can be utilized. In this case Materialise Magics was used to create block supports. The support in between the combustor and the support block was designed in a way that it just holds the ripplets in place and conducts the heat. At this location no strong support and no really sophisticated connection to the part is needed as the shackle grows out of the surrounding walls of the burner. On the other hand the support beneath the support block needs to hold the block and withstand the impacting recoating forces during the build. Having a circular combustion chamber there are always some supports and support blocks angled in a disadvantageous position. Hence, the two supports, one on each side, feature a finer hatch distance compared to the upper support in order to make them stronger. Both block supports, the upper and the lower, feature teeth to the combustion chamber and closed walls and border walls without teeth to the support block. This is because of the later removal. Due to the weaker connection with the combustion chamber it is supposed to break there and not at the support block. As the entire supports will be broken by twisting them an increased teeth height contributes positively to the ease of removal. CAD created support block featuring self-supporting geometry (left) and hexagon hole (right)
- 5. 5 Setting up the exposure is also a crucial step within this support generation. The kind of exposure assigned has a significant influence on the performance of the support and the buildability of the part in total. The following modifications have been made to successfully build the part and being able to remove the support structures afterwards. The upper support, as it can be weak, was set to a lower energy level to reduce the connected surface on the one hand and to make the walls more fragile on the other. The two lower supports have been built with the standard EOS_External_Support parameter The support block itself is waste material and therefore does not need to feature highest material properties. Therefore, the hatch distance was increased to speed up the process by reducing laser tracks and in addition the contours have been disabled. This has a positive effect on build time as well as the recoater contact is decreased because of the reduced energy introduction at the parts borders. In order to identify a suitable configuration of support geometry and process parameters it might be useful to build some test parts to evaluate different settings. In this case this was done on an EOS M 290 (see figure 7) and the results have been transferred to the EOS M 400 on which the combustion chamber was finally built (fig. 8). Additional support block featuring all support structures for the build Getting the support out by an Allen key
- 6. Dr Stefan Bindl EOS In 2005, Stefan Bindl graduated in aerospace engineering at the Technical University of Munich. He complemented his engineering studies with practical experience at several different research facilities focused on propulsion systems. He undertook his diploma thesis on at the Institute of Jet Propulsion at the University of the German Federal Armed Forces in Munich, and continued working there until 2015, first as research assistant until his doctorate in 2010, then as team leader for the engine test facility and finally, Stefan Bindl was professor for aircraft engine dynamics. In 2015 he joined EOS. Contact: stefan.bindl@eos.info EOS GmbH Electro Optical Systems Corporate Headquarters Robert-Stirling-Ring 1 82152 Krailling/Munich Germany Phone +49 89 893 36-0 Fax +49 89 893 36-285 www.eos.info Status 02/2017. Technical data subject to change without notice. EOS is certified according to ISO 9001. EOS® and e-Manufaturing® are registered trademarks of EOS GmbH in some countries. For more information visit www.eos.info/trademarks. Share your ideas, remarks and comments with us! email@eos.info