
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Destaque (20)
Semelhante a IPRO 497-212 Poster
Semelhante a IPRO 497-212 Poster (20)
IPRO 497-212 Poster
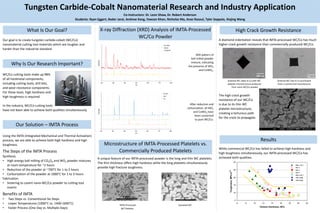
- 1. Tungsten Carbide-Cobalt Nanomaterial Research and Industry Application Co-Instructors: Dr. Leon Shaw, Dr. Robert Anderson Students: Ryan Eggert, Bader Jarai, Andrew Kang, Fawzan Khan, Nicholas Ma, Anas Rasoul, Tyler Seppala, Xiajing Wang Our goal is to create tungsten carbide-cobalt (WC/Co) nanomaterial cutting tool materials which are tougher and harder than the industrial standard XRD pattern of ball milled powder mixture, indicating the presence of WO3 and CoWO4. After reduction and carburization, all WO3 and CoWO4 have been converted to pure WC/Co. A unique feature of our IMTA-processed powder is the long and thin WC platelets. The thin thickness offers high hardness while the long platelets simultaneously provide high fracture toughness. IMTA-Processed Equiaxed WC WC Platelets A diamond indentation reveals that IMTA-processed WC/Co has much higher crack growth resistance than commercially produced WC/Co. Sintered WC-18wt.% Co with WC Sintered WC-5wt.% Co purchased platelet microstructure produced from a commercial manufacturer from nano-WC/Co powder The high crack growth resistance of our WC/Co is due to its thin WC platelet microstructure, creating a torturous path for the crack to propagate. While commercial WC/Co has failed to achieve high hardness and high toughness simultaneously, our IMTA-processed WC/Co has achieved both qualities. WC/Co cutting tools make up 98% of all hardmetal components, including cutting tools, drill bits, and wear-resistance components. For these tools, high hardness and high toughness is required. In the industry, WC/Co cutting tools have not been able to achieve both qualities simultaneously. Using the IMTA (Integrated Mechanical and Thermal Activation) process, we are able to achieve both high hardness and high toughness. The Steps of the IMTA Process Synthesis • High energy ball milling of CO3O4 and WO3 powder mixtures at room temperature for ~2 hours • Reduction of the powder at ~700°C for 1 to 2 hours • Carburization of the powder at 1000°C for 1 to 3 hours Fabrication • Sintering to covert nano-WC/Co powder to cutting tool inserts Benefits of IMTA • Two Steps vs. Conventional Six Steps • Lower Temperatures (1000°C vs. 1400-1600°C) • Faster Process (One Day vs. Multiple Days) 5 10 15 20 25 30 6 8 10 12 14 16 18 20 22 Vickers Hardness, GPa Toughness,MPa.m 1/2 What Is Our Goal? Why Is Our Research Important? Our Solution – IMTA Process X-ray Diffraction (XRD) Analysis of IMTA-Processed WC/Co Powder Microstructure of IMTA-Processed Platelets vs. Commercially Produced Platelets High Crack Growth Resistance Results