Plain Concrete - General concepts
•Transferir como PPTX, PDF•
2 gostaram•1,836 visualizações

General concepts such as workability, aggregate properties, problems with concrete components, admixtures Note:- The information contained in the document may be incomplete i.e. it may not cover each topic in its entirety

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Semelhante a Plain Concrete - General concepts
Semelhante a Plain Concrete - General concepts (20)
Mais de Waleed Liaqat
Mais de Waleed Liaqat (20)
Último
Último (20)
Plain Concrete - General concepts
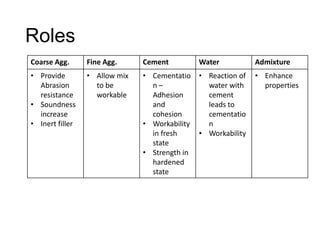
- 1. Roles Coarse Agg. Fine Agg. Cement Water Admixture • Provide Abrasion resistance • Soundness increase • Inert filler • Allow mix to be workable • Cementatio n– Adhesion and cohesion • Workability in fresh state • Strength in hardened state • Reaction of water with cement leads to cementatio n • Workability • Enhance properties
- 3. How to? Strength Economy Durability • Good quality paste – Low w/c ratio and appropriate cementitious material • Good Quality Agg. – Appropriate gradation and strength • Dense concrete – Low permeability • Proper placing and compaction • • • • • • Low w/c ratio • Use of pozzolans • Appropriate air entrainment • Inert agg. • Adequate gradation – max size • Strong agg. • Appropriate cements • Proper handling , placing and compaction Proper mix design Low w/c cement ratio Use of pozzolans Max. aggregate size Efficient handling, placing and compacting
- 4. Durability • Weathering resistant • Wear resistant • Chemical attack resistant • Water tight • Sound – low volume changes
- 5. Cement manufacture 1. 2. 3. 4. 5. Quarried limestone and clay Primary Crusher Blending Preheating Heating in kiln ( water driven out and fusion to form clinker) 6. Addition of Gypsum 7. Secondary Crushing 8. Packing and distribution
- 6. Cement composition (in decreasing % age) • C3S • C2S • C3A • C4AF • CASO4 • Calcite CC’ • Na2O K20 • MgO
- 8. Cement Types
- 10. CSH vs CH CSH CH High specific surface area (400 – 700 m^2/g) Lower Specific surface area Indefinite Stoichiometry Definite Stoichiometry Amorphous to poorly crystalline structure, Chemical bonds of Van Der Waals forces Crystalline – elongated generally Layered structure Platy to nondescript 50 – 60 % of HCP 20 -25 % of HCP Strength imparting Phase Contribution to strength is insignificant
- 11. Water in HCP S no. Description 1 Capillary water – present in capillary voids, also called free water 2 Interlayer water – Water present between CSH layers 3 Chemically combined water - non evaporable water 4 Physically adsorbed water – water molecules form hydrogen bonds with other HP and cling to their surfaces.
- 12. Shrinkage types Shrinkage Plastic Decription • Loss of water from fresh concrete or plastic concrete • Occurs usually with water close to the concrete surface • Crack formation on surface • Drying Shrinkage Loss of water from hardened concrete • Free water evaporation does not produce significant volume changes but gel pore water loss does Autogenous Shrinkage • Volume change resulting from chemical reactions within the concrete without transfer of water to the surrounding environment Carbonation shrinkage • CO2 reacts with water and CH to produce CaCO3 which occupies less volume than CH and thus causes shrinkage of the concrete
- 13. Admixtures • Chemical (water soluble compounds) and mineral (finely ground solids) • Any ingredient besides water, aggregates, cement and firber reinforcement added to the concrete mix either before or immediately after mixing • An addition is any substance that is added to cement during the manufacturing process to aid in manufacturing or alter properties of the cement.
- 14. FA SF Slag Non reactive minerals or natural Pozzolans Pozzolanic reaction React with CH to produce CSH Pozzolanic reaction Hydraulic cement react with H2O to produce CSH and CH Finely ground limestone, Hydrated lime or silica flour is a byproduct of the combustion of pulverized coal in electric power generating plants. This byproduct is a result of the manufacture of silicon or ferrosilicon alloy. By product of the extraction of iron from Iron ore…. Molten Slag cooled rapidly and pelletized Primarily an Aluminosilicate (F) or Calcium Aluminosilicate (C) Essentially silicon dioxide in a non crystalline form Consists mostly of CaO with alumina and silica in lesser quantities 15 – 40 % of total mass Cementitious material 5 – 10 % of total mass cementitious material 30 – 40 % by mass 420 m2/g 20000 m2/g 400 m2/g Slower reaction Quicker reaction Slower reaction Cheap (relative to OPC) Expensive Comparable Air entrainment requirement increases but not significantly Air entrainment requirement increases significantly Variable effects on air entrainment requirement Improves workability and reduces permeability Reduces workability but reduces permeability Highly fine GGBS increases workability and reduces permeability Increase in long term strength Increase in long term strength Increase in long Term Strength
- 15. Chemical Admixtures • Enhance properties of concrete mix • Include water reducing or plasticizing admixtures, Set controlling admixtures and air entraining admixtures • Must be kept in controlled conditions • Must be added in an appropriate amount • Must be handled carefully • Must be clearly defined in terms of effects on performance of mix (both good and bad effects)
- 16. Air entrainers • Air entrainment is beneficial because it: • Increases Freeze thaw resistance of concrete • Aids in workability as air voids reduce internal friction between concrete components (ball – bearing effect) • Reduce water needed to attain a certain slump • Air entrainment reduces long term strength • Different from entrapped air which occupies more space and is irregularly distributed. • Alkylbenzene Sulfonates, Sulfonated Hydrocarbon salts, Wood resin salts
- 17. Air entrainment affected by: • Use of pozzolans • Use of other admixtures, Water reducing admixtures reduce air entrainment • Fines content • Placing and compaction
- 18. LRWR and HRWR or SP • SP are more efficient in interaction and reducing bleeding than LRWR • SP reduce wc by 15 – 30 % where as LRWR reduce wc by 5 – 10 % • WR and SP benefits: • Reduce water demand and increase slump for a constant w/c ratio, workability increase • Increase long term strength due to the decreased w/c ratio • Decrease high early heat evolution and prevent thermal cracking • Bleeding decreased due to low w/c ratio. • Disadvantages: • Reduce air entrainment • Slump decrease accelerated • SP can be incompatible with cements and can reduce of their mixes workability
- 19. Examples • SP : Sulfonated naphthalene formaldehyde condesates, S melamine FC, • LRWR: lignosulfates , Hydroxylated Carboxylic acids • Set retarders : Lignosulfates , sugars • Set accelerators : CaCl2 (causes corrosion, increase in drying shrinkage and scaling and creep potential, darkening of concrete) , Na2CO3, TEA (flash setting), Calcium Formate,
- 20. How Ps work? • Flocculation – Alumina and silica particles have opposite charges and lock in water which becomes adsorbed on their surfaces • Plasticizers cause dispersion – Electrostatic or Steric Stabilization; dispersion means alumina and silica develop like charges and water is freed for increasing workability.
- 21. Aggregate properties preferred • Well graded • • • • Rounded agg. Max Agg size Optimum contents of both fine and coarse Better bond with softer , porous , mineralogically heterogenous agg. • Rough texture agg. more strong then Smooth • Shape controls flexural strength • Texture controls compressive strength • Cement slurry percolation preferred • Modulus of elasticity and thermal expansion similar to cement paste • Min impurities (organic loam, humus), min Coatings (fine agg, salts ) and min. unsound particles (coal,mica,shale)
- 22. ASR • Use of high alkali cement, Siliceous agg. (Sandstone, Opaline shales, Chalcedonic Cherts) • Alkali silica gel created that swells when it absorbs water. • Cracking occurs • Prevention: • Use of low alkali cements • Use of lithium based admixtures • Use of Pozzolans
- 23. ACR • Carbonate rich agg. (dolomitic limestone) • Rare • Is an expansive reaction
- 24. Less fines? • Increase water demand • Affect bond of coarse agg. with paste • Increase in Plastic shrinkage Bulking of fines: Increase in vol of fines due to moisture content increase, surface tension of water prevents fines from interacting or interlocking.
- 25. Workability • The ability of mix to be handled ,placed ,compacted and finished with minimum effort and loss in homogeneity of the mix. • Three components ; Flowability, Consistency and compactibility • Internal friction b/w particles of mix and surface friction b/w concrete and formwork is present
- 27. Tests • Slump Test for consistency • Compacting factor for compactibility • Vebe Test for flowability
- 28. Segregation • Separation of agg. from mix or Settlement of heavy agg. to the bottom of mix. • Water rise to surface of mix; bleeding • Causes: • • • • • Large size agg. Improper placing, handling, compaction Too wet or too dry mix A decreased amount of fines Perfectly rounded agg.
- 29. Bleeding • Heavy laitance accumulation giving an unsightly appearance • Plane of weakness on concrete surface • Corrosion of rebar • Increase in porosity of concrete, chemical attacks • Weakening of bond between agg and paste • Delay in finishing and cost increase
- 30. Control • Proper mix design • Proper placement, handling and compaction • Use of pozzolans • Use of highly fine cement • Air entrainment • Use of WR admixtures
- 31. A = 96.5MPa (14,000 lb/in2) B = may be taken to be about 4 (depends on the type of cement)