
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Destaque (20)
Semelhante a Soldadura por arco
Semelhante a Soldadura por arco (20)
Soldadura por arco
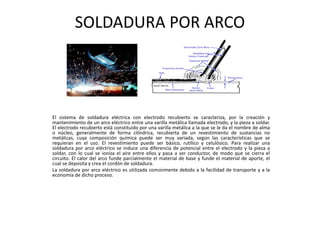
- 1. SOLDADURA POR ARCO El sistema de soldadura eléctrica con electrodo recubierto se caracteriza, por la creación y mantenimiento de un arco eléctrico entre una varilla metálica llamada electrodo, y la pieza a soldar. El electrodo recubierto está constituido por una varilla metálica a la que se le da el nombre de alma o núcleo, generalmente de forma cilíndrica, recubierta de un revestimiento de sustancias no metálicas, cuya composición química puede ser muy variada, según las características que se requieran en el uso. El revestimiento puede ser básico, rutílico y celulósico. Para realizar una soldadura por arco eléctrico se induce una diferencia de potencial entre el electrodo y la pieza a soldar, con lo cual se ioniza el aire entre ellos y pasa a ser conductor, de modo que se cierra el circuito. El calor del arco funde parcialmente el material de base y funde el material de aporte, el cual se deposita y crea el cordón de soldadura. La soldadura por arco eléctrico es utilizada comúnmente debido a la facilidad de transporte y a la economía de dicho proceso.
- 2. La característica más importante de la soldadura con electrodos revestidos, en inglés Shield Metal Arc Welding (SMAW) o Manual Metal Arc Welding (MMAW), es que el arco eléctrico se produce entre la pieza y un electrodo metálico recubierto. El recubrimiento protege el interior del electrodo hasta el momento de la fusión. Con el calor del arco, el extremo del electrodo funde y se quema el recubrimiento, de modo que se obtiene la atmósfera adecuada para que se produzca la transferencia de metal fundido desde el núcleo del electrodo hasta el baño de fusión en el material base. Además los aceros AWS en soldadura sirven para soldaduras de baja resistencia y muy fuertes. Estas gotas de metal fundido caen recubiertas de escoria fundida procedente de la fusión del recubrimiento del arco. La escoria flota en la superficie y forma, por encima del cordón de soldadura, una capa protectora del metal fundido. Este tipo de soldaduras pueden ser efectuados bajo corriente tanto continua como alterna. En corriente continua el arco es más estable y fácil de encender y las salpicaduras son poco frecuentes; en cambio, el método es poco eficaz con soldaduras de piezas gruesas. La corriente alterna posibilita el uso de electrodos de mayor diámetro, con lo que el rendimiento a mayor escala también aumenta. En cualquier caso, las intensidades de corriente oscilan entre 10 y 500 amperios.
- 3. SOLDADURA TIG • La soldadura TIG se trabaja con corrientes continua y alterna. En corriente continua y polaridad directa, las intensidades de corriente son del orden de 50 a 500 amperios. Con esta polarización se consigue mayor penetración y un aumento en la duración del electrodo. Con polarización inversa, el baño de fusión es mayor pero hay menor penetración; las intensidades oscilan entre 5 y 60 A. La corriente alterna combina las ventajas de las dos anteriores, pero en contra da un arco poco estable y difícil de cebar. • La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco con protección gaseosa es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor. • Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión
- 4. La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o zirconio en porcentajes no superiores a un 2%. D ada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos. El sistema TIG es un sistema de soldadura al arco con protección gaseosa, que utiliza el intenso calor de un arco eléctrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar, donde puede o no utilizarse metal de aporte. Se utiliza gas de protección cuyo objetivo es desplazar el aire, para eliminar la posibilidad de contaminación de la soldadura por el oxígeno y nitrógeno presente en la atmósfera Las soldaduras hechas con sistema TIG son más fuertes, más resistentes a la corrosión y más dúctiles que las realizadas con electrodos convencionales. Cuando se necesita alta calidad y mayores requerimientos de terminación, es necesario utilizar el sistema TIG para lograr soldaduras homogéneas, de buena apariencia y con un acabado completamente liso. Características y ventajas del sistema TIG: • No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura • No hay salpicadura, chispas ni emanaciones, al no circular metal de aporte a través del arco • Brinda soldaduras de alta calidad en todas las posiciones, sin distorsión • Al igual que todos los sistemas de soldadura con protección gaseosa, el área de soldadura es claramente visible • El sistema puede ser automatizado, controlando mecánicamente la pistola y/o el metal de aporte
- 5. EQUIPO DE LA SOLDADURA TIG • El equipo para sistema TIG consta básicamente de: • Fuente de poder • Unidad de alta frecuencia • Pistola • Suministro gas de protección • Suministro agua de enfriamiento • La pistola asegura el electrodo de tungsteno que conduce la corriente, el que está rodeado por una boquilla de cerámica que hace fluir concéntricamente el gas protector. • La pistola normalmente se refrigera por aire. Para intensidades de corriente superiores a 200 Amps. Se utiliza refrigeración por agua, para evitar recalentamiento del mango.
- 6. SOLDADURA OXIACETILÉNICA La soldadura oxiacetilénica es la forma más difundida de soldadura autógena. No es necesario aporte de material. Este tipo de soldadura puede realizarse con material de aportación de la misma naturaleza que la del material base (soldadura homogénea) o de diferente material (heterogénea) y también sin aporte de material (soldadura autógena). Si se van a unir dos chapas metálicas, se colocan una junto a la otra. Se procede a calentar rápidamente hasta el punto de fusión solo la unión y por fusión de ambos materiales se produce una costura. Para lograr una fusión rápida (y evitar que el calor se propague) se utiliza un soplete que combina oxígeno (como comburente) y acetileno (como combustible). La mezcla se produce con un pico con un agujero central del que sale acetileno, rodeado de 4 o más agujeros por donde sale el oxígeno (y por efecto Venturi genera succión en el acetileno). Ambos gases se combinan en una caverna antes de salir al pico, por donde se produce una llama color celeste, muy delgada. Esta llama alcanza una temperatura de 3500ºC. Se pueden soldar distintos materiales: acero, cobre, latón, aluminio, magnesio, fundiciones y sus respectivas aleaciones. Tanto el oxígeno como el acetileno se suministran en botellas de acero estirado, a una presión de 15 kpa/cm² para el acetileno y de 200 kpa/cm² para el oxígeno. El acetileno además se puede obtener utilizando un gasógeno que hidrata carburo, aunque es una práctica poco aconsejable, dado que hay que resguardar el carburo de un elemento tan abundante como es el agua. En caso de incendio, hay que apagar con polvo químico o CO2, dado que el agua aviva el fuego al generar acetileno.
- 7. SOLDADURA MIG/MAG La soldadura MIG/MAG es un proceso por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y unas piezas a unir, quedando este protegido de la atmosfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG). La soldadura MIG/MAG es intrinsecamente mas productiva que la soldadura MMA donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos solidos e hilos tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%-95%. La soldadura MIG/MAG es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual. La introduccion de hilos tubulares esta entrando cada vez mas a la produccion de estructuras pesadas donde se necesita de una gran resistencia de soldadura.
- 8. VENTAJAS DE SOLDADURA MIG/MAG Las principales ventajas que ofrece el proceso MIG/MAG son: • Se puede soldar en todas las posiciones • Ausencia de escoria para retirar • Buena apariencia o acabado (pocos salpicados) • Poca formación de gases contaminantes y tóxicos • Soldadura de buena calidad radiográfica • Soladura de espesores desde 0,7 a 6 mm sin preparación de bordes • Proceso semiautomático o automático (menos dependiente de la habilidad de operador) • Alta productividad o alta tasa de metal adicionado (principal ventaja) • Las principales bondades de este proceso son la alta productividad y excelente calidad; en otras palabras, se puede depositar grandes cantidades de metal (tres veces más que con el proceso de electrodo revestido), con una buena calidad editar] Parámetros Los parámetros variables de soldadura son los factores que pueden ser ajustados para controlar una soldadura. Para obtener los mejores resultados en el proceso, es necesario conocer el efecto de cada variable sobre las diversas características o propiedades del proceso de soldadura. Algunas de estas variables, a las que denominamos variables preseleccionadas son: • Diámetro del alambre-electrodo • Composición química del mismo • Tipo de gas • Caudal Por otra parte también hay que definir otras variables las cuales las denominamos variables primarias que son las que controlan el proceso después que las variables preseleccionadas fueron seleccionadas, estas controlan la estabilidad del arco, el régimen de soldadura y la calidad de la soldadura, estas variables son: • Tensión del arco • Corriente de soldadura • Velocidad de avance
- 9. SOLDADURA POR PLASMA La soldadura por arco plasma es conocida técnicamente como PAW (Plasma Arc Welding), y utiliza los mismos principios que la soldadura TIG, por lo que puede considerarse como un desarrollo de este último proceso. Sin embargo, tanto la densidad energética como las temperaturas son en este proceso mucho más elevadas ya que el estado plasmático se alcanza cuando un gas es calentado a una temperatura suficiente para conseguir su ionización, separando así el elemento en iones y electrones. La mayor ventaja del proceso PAW es que su zona de impacto es dos o tres veces inferior en comparación a la soldadura TIG, por lo que se convierte en una técnica óptima para soldar metal de espesores pequeños. En la soldadura por plasma la energía necesaria para conseguir la ionización la proporciona el arco eléctrico que se establece entre un electrodo de tungsteno y el metal base a soldar. Como soporte del arco se emplea un gas, generalmente argón puro o en ciertos casos helio con pequeñas proporciones de hidrógeno, que pasa a estado plasmático a través del orificio de la boquilla que estrangula el arco, dirigiéndose al metal base un chorro concentrado que puede alcanzar los 28.000 ºC. El flujo de gas de plasma no suele ser suficiente para proteger de la atmósfera al arco, el baño de fusión y al material expuesto al calentamiento. Por ello a través de la envoltura de la pistola se aporta un segundo gas de protección, que envuelve al conjunto.
- 10. SOLDADURA POR PUNTOS La soldadura por puntos es un método de soldadura por resistencia que se basa en presión y temperatura, en el que se calienta una parte de las piezas a soldar por corriente eléctrica a temperaturas próximas a la fusión y se ejerce una presión entre las mismas. Generalmente se destina a la soldadura de chapas o láminas metálicas, aplicable normalmente entre 0,5mm y 3mm de espesor. El soldeo por puntos es el más común y simple de los procedimientos de soldadura por resistencia. Los materiales bases se deben disponer solapados entre electrodos, que se encargan de aplicar secuencialmente la presión y la corriente correspondiente al ciclo produciendo uno o varios puntos de soldadura.
- 11. Características del proceso Esquema soldadura por puntos Es un tipo de soldadura que se cataloga por soldadura sin fusión del metal base a soldar, se considera un proceso en el cual los electrodos utilizados no son consumibles, además no se necesita material de aporte para que se produzca la unión entre las dos piezas, se considera un tipo de soldadura rápida, limpia y fuerte. El material utilizado de los electrodos es una aleación de cobre con Cd, Cr, Be, W con objeto de que presente una baja resistencia y una elevada oposición a la deformación bajo una presión estando su dureza comprendida entre 130 y 160 HB. También este tipo de soldadura necesita de un transformador donde la bobina secundaria suministra un voltaje a los electrodos de 1V a 10V y una gran corriente, debido a que generalmente la resistencia de las piezas a soldar es muy baja por tanto la corriente que debe pasar por la zona a soldar debe de ser del orden de los 500 amperios Fases de las soldaduras por puntos 1. Colocación de las chapas a soldar entre las pinzas. 2. Bajada de los electrodos, que corresponde al tiempo que transcurre desde la operación de acercamiento de los electrodos hasta que comienza el paso de la corriente 3. Tiempo de soldadura, que consiste en el tiempo durante el cual esta pasando la corriente eléctrica. 4. Tiempo de forja, es el tiempo transcurrido entre el corte de la corriente y el levantamiento de los electrodos. 5. Tiempo de enfriamiento, consiste en la desaparición de la presión además de los electrodos.