
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Destaque (20)
Semelhante a Mig mag datos operativos pdf
Semelhante a Mig mag datos operativos pdf (20)
Último
Último (20)
Mig mag datos operativos pdf
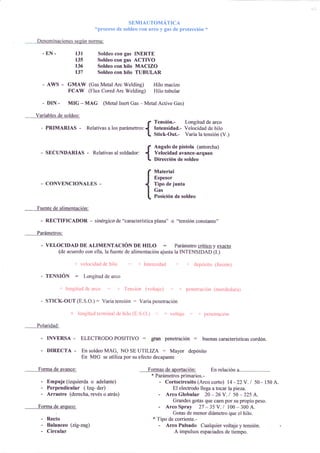
- 1. S MTAUTOMATICA "proceso de soldeo con arco y gas de protección * a: . EN. 131 Soldeo con gas INERTE 135 Soldeo con gas ACTM 136 Soldeo con hilo MACIZO 137 Soldeo con hilo TUBULAR AWS - GMAW (Gas Metal Arc Welding) Hilo macizo FCAW (Flux Cored Arc Welding) Hilo tubular DIN - MIG - MAG (Metal Inert Gas - Metal Active Gas) Variables de soldeo: Tensión.- Longitud de arco - PRIMARIAS - Relativas a los nura-roor' Intensidad.- Velocidad de hilo { Stick-Out.- Varia la tensión (V.) Angulo de pistola (antorcha) - SECUNDARIAS - Relativas al soldador: Velocidad avance-arqueo { Dirección de soldeo Material Espesor Tipo de junta Gas Posición de soldeo Fuente de alimentación: - RECTIFICADOR - sinérgico de "característica plana" o "tensión constante" Par¿ímetros: - VELOCIDAD DE ALIMENTACIÓN On HILO : Parámetro critico y exacto (de acuerdo con ella, la fuente de alimentación ajusta la INTENSIDAD (I.) + velocidad de hilo : + Intensidad : + depósito (fusión) - TENSION : Longitud de arco + longitud de arco : + Tensión (voltaje) + penetración (mordedura) - STICK-OUT (E.S.O.) : Varia tensión : Varia penetración + longitud terminal cle hilo (E.S.O.) : + voltaje : + penetración Polaridad: INVERSA - ELECTRODO POSITIVO : gran penetración : buenas caracterlsticas cordón. DIRECTA - En soldeo MAG, NO SE UTILIZA : Mayor depósito En MIG se utilizapor su efecto decapante Forma de avance: Formas de aooftación: * Parámetros primarios.- Empuje (izquierda o adelante) - Cortocircuito (Arco corto) 14 -22 V. / 50 - 150 A. Perpendicular ( Izq- der) E[ electrodo llega a tocar lapieza. Arrastre (derecha, revés o atrás) - Arco Globular 20 -26 V. / 50 -225 A. Grandes gotas que caen por su propio peso. Forma de arqueo: - Arco Spray 27 - 35 V. / 100 - 300 A. Gotas de menor diámetro que el hilo. - Recto * Tipo de corriente.- - Balanceo (zig-zag) - Arco Pulsado Cualquier voltaje y tensión. - Circular A impulsos espaciados de tiempo.