IIIE SECTION A MANUFACTURING TECHNOLOGY NOTES 1. patterns material allowances
•Download as DOC, PDF•
1 like•1,473 views

IIIE SECTION A MANUFACTURING TECHNOLOGY NOTES

Recommended
Recommended
More Related Content
More from Bhaskar Nagarajan
More from Bhaskar Nagarajan (17)
Recently uploaded
Recently uploaded (20)
IIIE SECTION A MANUFACTURING TECHNOLOGY NOTES 1. patterns material allowances
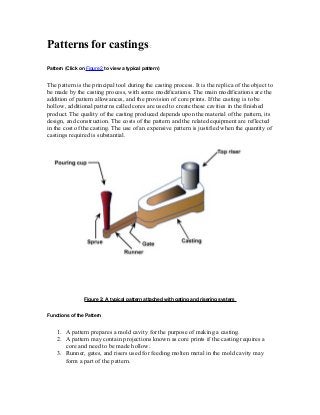
- 1. Patterns for castings: Pattern (Click on Figure 2 to view a typical pattern) The pattern is the principal tool during the casting process. It is the replica of the object to be made by the casting process, with some modifications. The main modifications are the addition of pattern allowances, and the provision of core prints. If the casting is to be hollow, additional patterns called cores are used to create these cavities in the finished product. The quality of the casting produced depends upon the material of the pattern, its design, and construction. The costs of the pattern and the related equipment are reflected in the cost of the casting. The use of an expensive pattern is justified when the quantity of castings required is substantial. Figure 2: A typical pattern attached with gating and risering system Functions of the Pattern 1. A pattern prepares a mold cavity for the purpose of making a casting. 2. A pattern may contain projections known as core prints if the casting requires a core and need to be made hollow. 3. Runner, gates, and risers used for feeding molten metal in the mold cavity may form a part of the pattern.
- 2. 4. Patterns properly made and having finished and smooth surfaces reduce casting defects. 5. A properly constructed pattern minimizes the overall cost of the castings. Types of patterns: 1. Solid pattern: Simplest form of pattern, without joints, partings nor any loose pieces in construction called Solid and single piece pattern.It is used for large castings of simple shape. 2. Split patterns : When patterns cannot be made of of single piece because of difficulties encountered in removing them from the mould . To eliminate this difficulty some patterns are made of two parts, so that half of the pattern will rest in the lower part of the mould and half in the upper part. The split in the patterns occurs at the parting line of the mould. The two parts of the patterns are aligned with the help of dowel pins. Some times the patterns are constructed with three or more parts and such patterns are known as Multi piece pattern. 3. Loose piece patterns. These patterns are made up of loose pieces which is necessary to facilitate the removal of the pattern from the mould when undercuts are produced. Loose patterens arev removed separately through the cavity formed on the main pattwern, after the pattern has been rmoved. These loose pcs may have to be turned or moved before taking them out. These also need to be fastened loosely to the main patterns by wodden dowel pins . 4. Gated Patterns : in production work where several castings are required , gated patterns are used. Such patterns are made up of metals to give them strength and to eliminate any warping tendency.The gates or runners of the molten metal are formed by the connecting parts between the indivisual patterns. 5. Match plate : Match plate pattern is made by fastening each half of a split pattern to the opposite side of one plate. The plate provides the substantial mounting of patterns and is widely used in machine moulding.The gates and runners are alos attached to the plate.The plate is equipped with locator holes which fit into the pins provide don the drag portion of the flask.It is used for producing small castings in larger quantities in moulding machines
- 3. 6. Follow board : It may be used with either single or multigated patterns. Patterns required follw boards are diificult to make as split patterns. It is also used with thin patterns requiring support . the board is routed out so that the pattern rests in it upto the parting line, and this board then acts as a moulding board for the first moulding operation. 7. Sweep patterns : Pattrns of symmetrical and regular shape,usually of large size are constructed by using this. ( Which has the shape corresponding to the desired casting. )which sweeps thecdesired shape into the sand mould,thus eliminating need for costly 3 dimensinal patterns.The seep pattern is arranged to rotate about a central axis on a needle. 8. ODD shaped pattern: An odd side copes or false cope is used when the shape of the casting does not produce a convenient flat spilt in the pattern, such as cranked lever. The pattern is solid and an odd side (False cope) is used to assist in providing of a contoured split between cope and drag. The odd side is often made up of POP. Pattern Material Patterns may be constructed from the following materials. Each material has its own advantages, limitations, and field of application. Some materials used for making patterns are: wood, metals and alloys, plastic, plaster of Paris, plastic and rubbers, wax, and resins. To be suitable for use, the pattern material should be: 1. Easily worked, shaped and joined 2. Light in weight 3. Strong, hard and durable 4. Resistant to wear and abrasion 5. Resistant to corrosion, and to chemical reactions 6. Dimensionally stable and unaffected by variations in temperature and humidity 7. Available at low cost The usual pattern materials are wood, metal, and plastics. The most commonly used pattern material is wood, since it is readily available and of low weight. Also, it can be easily shaped and is relatively cheap. Normally white pine ( Type of wood) is used for making patterns because its straight grained, light and easy to work.and has little tendency to warp. When a more durable
- 4. wood is required for fragile partrns and hard use,Mahogany is preferred. Other woods suitable for pattern making are : Cherry, beech,poplar,bass wood and maple.the last being especially desirable for work on the lathe. The main disadvantage of wood is its absorption of moisture, which can cause distortion and dimensional changes. Hence, proper seasoning and upkeep of wood is almost a pre- requisite for large-scale use of wood as a pattern material. Kiln drying which is requires only a short time reduces the moisture to an minimum, drives off volatile matter and is mostly employed. Metal : Metal is used as pattern materials in production work because of its ability withstand hard use.They do not change their shapen when subjected to the moisyt conditions, and requires minium of maintainance work to keep them in operating condition. Aluminium is best of all metals as it is easily workable. Light in weight, and resistant to corrosion. Ploysterene: This is known as consumable pattern because the heat of the molten metal vaporizes the pattern so that it leaves the mould in the form of gas. The plastic is light, easily sculptured with a knife, and the pattern can be made of several parts cemented together, Special care is required in ramming the mould, as this material is fragile. It is best suited for cases where it is difficult or impossible to draw the pattern. Pattern Allowances Pattern allowance is a vital feature as it affects the dimensional characteristics of the casting. It is important to arrive at a pattern which gives proper size and shape The allowances cannot be arrived precisely and mathematically as the size and shape of the castings depends on product design, mould design, shrinkage and contraction charecterstics of the metal being cast .The process of trial and error on the pattern is best suited to fix the allowances. ..Thus, when the pattern is produced, certain allowances must be given on the sizes specified in the finished component drawing so that a casting with the particular specification can be made. The selection of correct allowances greatly helps to reduce machining costs and avoid rejections. The allowances usually considered on patterns and core boxes are as follows:
- 5. 1. Shrinkage or contraction allowance 2. Draft or taper allowance 3. Machining or finish allowance 4. Distortion or camber allowance 5. Rapping allowance Shrinkage or Contraction Allowance ( click on Table 1 to view various rate of contraction of various materials) All most all cast metals shrink or contract volumetrically on cooling. The metal shrinkage is of two types: i. Liquid Shrinkage: it refers to the reduction in volume when the metal changes from liquid state to solid state at the solidus temperature. To account for this shrinkage; riser, which feed the liquid metal to the casting, are provided in the mold. ii. Solid Shrinkage: it refers to the reduction in volume caused when metal loses temperature in solid state. To account for this, shrinkage allowance is provided on the patterns. The rate of contraction with temperature is dependent on the material. For example steel contracts to a higher degree compared to aluminum. To compensate the solid shrinkage, a shrink rule must be used in laying out the measurements for the pattern. The shrink rule for CI is 10mm per mtrs longer than the standard rule. In actual practice , shrinkage allowances varies with the casting design,type of metal , pouring temp and resistance of the mould to the normal condition of the casting caused by projecting lugs, cores etc. When metal patterns are to be cast from original patterns,double shrinkage must be allowed. The various rate of contraction of various materials are given in Table 1.
- 6. Table 1 : Rate of Contraction of Various Metals Material Dimension Shrinkage allowance (mm/mtrs) Grey Cast Iron 0.6 mtrs 0.6 to 1.2 mtrs over 1.2 mtrs 3.175 2.66 2.108 Cast Steel 0.6 mtrs 0.6 to 1.8 mtrs over 1.8 mtrs 6.37 4.85 3.93 Aluminum 1.2 mtrs 1.2 to 1.8 mtrs over 1.8 mtrs 3.93 3.63 3.175 Magnesium Up to 1.2 mtrs Over 1.2 mtrs 4.39 3.93 Exercise 1 The casting shown is to be made in cast iron using a wooden pattern. Assuming only shrinkage allowance, calculate the dimension of the pattern. All Dimensions are in Inches Solution 1 The shrinkage allowance for cast iron for size up to 2 feet is o.125 inch per feet (as per Table 1) For dimension 18 inch, allowance = 18 X 0.125 / 12 = 0.1875 inch » 0.2 inch For dimension 14 inch, allowance = 14 X 0.125 / 12 = 0.146 inch » 0.15 inch For dimension 8 inch, allowance = 8 X 0.125 / 12 = 0.0833 inch » 0. 09 inch For dimension 6 inch, allowance = 6 X 0.125 / 12 = 0.0625 inch » 0. 07 inch
- 7. The pattern drawing with required dimension is shown below: surfaces and facilitate moulding. Draft allowances : The allowance given on the pattern in the form of a slight taper in the direction parallel to which it is being withdrawn, to avoid the tearing of the edges while removing a pattern from the mould . This provides a slight clearance for the pattern as it is lifted up. This taper and clearance is known as draft..The amount of the draft depends on the shape and size of the casting,method of production,and whether moulded by hand or machine. Machine moulding requires minimum draft. The amount of draft on the exterior surfaces are 10-20 mm/mtrs.On interior holes which are fairly small,the draft should be 30mm/mtr.In green sand moulding the interior surface requires more draft than exterior surfaces. Finish allowances: The finish dimensions of a component are to be observed in the drawing and extra material to be provided in such places so that there will be extra metakl to be removed to maintain the final size.The extra amount to be added is depends on sizeand shape of the casting,but for small and ave size castings it is usually 3 mm.Whereever possible surfaces to be machined should be cast in the drag side of the mould. However where finish surfaces are cast in the cope, an extra allowance has to be made. Distortion allowances : This allowances applies only to those castings, of irregular shapes like U shape and those having large flat areas, which are distorted in the process of cooling as a result of metal shrinkage. Such an allowance depends on the judgment and experience of the pattern maker, who understands the shrinkage pattern of the metal. Shake allowance: When a pattern is rapped in the mould before it is withdrawn, the cavity in the mould is slightly increased. In an average sized casting this increase in size can be ignored. In large castings or in one that must fit without maching,shake allowances must be considered by making the pattern slightly smaller.
- 8. Pattern construction details Fillets : A fillet is a concave connecting surface for the rounding out of a corner at two intersecting planes.In all castings shapr corners should be avoided. Rounded corners and fillets assist materials in moulding, since there is less tendency for the sand to break out when the pattern is withdrawn.The metal flows into the mould more easily and there is less danger of sand washing into the mould. The appearance of the casting is improved, and are generally stronger having fewer internal shrinkages A casting in a mould cools on the out side first.As the coolings progresses to the centre, the grains of the metal arrange themselves normal to the surface in a dendritic structure. In patterns having a sharp corner there is a tendency for the metal at the corners to open up because of shrinkage. Fillets are made up of wood, leather or wax. Section Thickness :As for as service and design factors permit,all sections should be uniform as possible. When light sections are adjacent to heavy sections, the transition should be as gradual as possible, since abrupt changes in thickness always results in starin, which are likely to cause cracks. Sanding and Shellacing the patterns : For getting good finish, patterns are made smooth and shellac is used for this purpose.