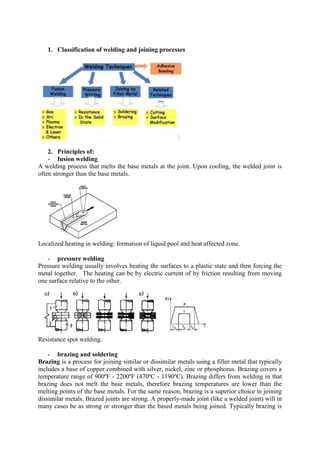
1. 1. Classification of welding and joining processes
2. Principles of:
- fusion welding
A welding process that melts the base metals at the joint. Upon cooling, the welded joint is
often stronger than the base metals.
Localized heating in welding: formation of liquid pool and heat affected zone.
- pressure welding
Pressure welding usually involves heating the surfaces to a plastic state and then forcing the
metal together. The heating can be by electric current of by friction resulting from moving
one surface relative to the other.
Resistance spot welding.
- brazing and soldering
Brazing is a process for joining similar or dissimilar metals using a filler metal that typically
includes a base of copper combined with silver, nickel, zinc or phosphorus. Brazing covers a
temperature range of 900ºF - 2200ºF (470ºC - 1190ºC). Brazing differs from welding in that
brazing does not melt the base metals, therefore brazing temperatures are lower than the
melting points of the base metals. For the same reason, brazing is a superior choice in joining
dissimilar metals. Brazed joints are strong. A properly-made joint (like a welded joint) will in
many cases be as strong or stronger than the based metals being joined. Typically brazing is
2. employed in manufacturing compressors, diesel engine circulation tubes, mining tools,
plumbing fixtures, jewelry, musical instruments, refrigerators, condensers, and automotive
applications.
Soldering is a process in which two or more metal items are joined together by melting and
flowing a filler metal into the joint, the filler metal having a relatively low melting point.
Soldering is distinguished from brazing by use of a lower melting-temperature filler metal; it
is distinguished from welding by the base metals not being melted during the joining process.
In a soldering process, heat is applied to the parts to be joined, causing the solder to melt and
be drawn into the joint by capillary action and to bond to the materials to be joined by wetting
action.
3. Welding heat sources and their characterization
Energy to employ in welding:
• Chemical (solid, liquid or gas fuel);
• Mechanical (ultrasonic, friction);
• Electrical (arc, electron beam);
• Light (laser);
• Other.
Concentration of different welding heat sources and its impact on temperature distribution,
fusion depth, liquid pool size and HAZ size. Heat Affected Zone – HAZ.
4. Survey of main welding techniques
I. Gas welding
Metal joining process in which the ends of pieces to be joined are heated at their interface by
producing coalescence with one or more gas flames (such as oxygen and acetylene), with or
without the use of a filler metal.
3. Chemical reactions and temperature distribution in a neutral oxyacetylene flame.
a) neutral flame
b) oxidizing flame
c) carburizing (reducing) flame
II. Arc welding
Arc welding uses a welding power supply to create an electric arc between an electrode and
the base material to melt the metals at the welding point. They can use either direct (DC) or
alternating (AC) current, and consumable or non-consumable electrodes. The welding region
is sometimes protected by some type of inert or semi-inert gas, known as a shielding gas,
and/or an evaporating filler material. The process of arc welding is widely used because of its
low capital and running costs.
Consumable electrode (melts and serves as a filing material):
a) Shielded metal arc welding
b) Gas metal arc welding
c) Submerged arc welding
d) Flux cored arc welding
Non – consumable electrode (does not melt, parent metal is used, or a separate filler rod)
a) Gas Tungsten arc welding
b) Plasma arc welding
Shielded metal arc welding (SMAW) is a manual arc welding process that uses a
consumable electrode coated in flux to lay the weld. An electric current, in the form of either
alternating current or direct current from a welding power supply, is used to form an electric
arc between the electrode and the metals to be joined. As the weld is laid, the flux coating of
the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a
layer of slag, both of which protect the weld area from atmospheric contamination.
Gas metal arc welding (GMAW) is a semi-automatic or automatic arc welding process in
which a continuous and consumable wire electrode and a shielding gas are fed through a
welding gun. A constant voltage, direct current power source is most commonly used with
4. GMAW, but constant current systems, as well as alternating current, can be used. There are
four primary methods of metal transfer in GMAW, called globular, short-circuiting, spray,
and pulsed-spray, each of which has distinct properties and corresponding advantages and
limitations.
Submerged arc welding (SAW) is a common arc welding process. It requires a continuously
fed consumable solid or tubular (flux cored) electrode. The molten weld and the arc zone are
protected from atmospheric contamination by being “submerged” under a blanket of granular
fusible flux consisting of lime, silica, manganese oxide, calcium fluoride, and other
compounds. When molten, the flux becomes conductive, and provides a current path between
the electrode and the work.
Flux-cored arc welding (FCAW) is a semi-automatic or automatic arc welding process.
FCAW requires a continuously-fed consumable tubular electrode containing a flux and a
constant-voltage or, less commonly, a constant-current welding power supply. An externally
supplied shielding gas is sometimes used, but often the flux itself is relied upon to generate
the necessary protection from the atmosphere. The process is widely used in construction
because of its high welding speed and portability.
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an
arc welding process that uses a non-consumable tungsten electrode to produce the weld. The
weld area is protected from atmospheric contamination by a shielding gas (usually an inert
gas such as argon), and a filler metal is normally used, though some welds, known as
autogenous welds, do not require it. A constant-current welding power supply produces
energy which is conducted across the arc through a column of highly ionized gas and metal
vapors known as a plasma.
Plasma arc welding (PAW) is an arc welding process similar to gas tungsten arc welding
(GTAW). The electric arc is formed between an electrode (which is usually but not always
made of sintered tungsten) and the workpiece. The key difference from GTAW is that in
PAW, by positioning the electrode within the body of the torch, the plasma arc can be
separated from the shielding gas envelope. The plasma is then forced through a fine-bore
copper nozzle which constricts the arc and the plasma exits the orifice at high velocities
(approaching the speed of sound) and a temperature approaching 20,000 °C. This process uses
a non-consumable tungsten electrode and an arc constricted through a fine-bore copper nozzle.
PAW can be used to join all metals that are weldable with GTAW (i.e., most commercial
metals and alloys).
5. Stresses and strains in welding
Straining due to welding:
Changes of stresses during welding both in the weld and the base material are the result of
welding heat source acting on the welded structure.
Stress control:
5. 6. Weld quality, weld imperfections (defects)
Discontinuities / defects in Fusion Welds:
- Fusion welding defects due wrong heat input, insufficient rate of weld metal deposition, and
cooling.
- Lack of bonding or gas porosity due to surface contaminants, including oxides, oils, etc.
- Undesirable reactions with surface contaminants
- Solidification cracks in the weld.
- Solidification shrinkage coupled with solid shrinkage imposes internal tensile stresses on the
structure, may lead to distortion.
- Gases released or formed during welding (eg CO) can lead to porosity which weakens the
joint and acts as a stress raiser
7. Industrial applications of welding
- Arc welding of stainless steels and special steels:
a) Heat exchangers of cracking installations in oil rafinery;
b) One of 45 water supplies of steam heaters in 3300 MW power plant (1864 pipes of 16
mm diameter, wall thickness 0,8 mm)
- Orbit welded hull of Astute class submarine (UK Navy) made of special very high
strength steel.
- Liquid fuel main tank of space shuttle: Ø8,5 m x 50 m; 8,1 mm; above 800 m welds,
100% quality inspection. Weld strength above 320 MPa at cryogenic temperature.
- Rotor of wobble-plate engine (Cu)
- Wing tip aileron of the Ariane rocket.
- Resistance Spot Welding : Automatic assembly line of bodies-in-white (Daimler –
Chrysler plant, Detroit)
- Vacuum brazing of cutting tips in machining/cutting tools made of cemented carbides
- Ultrasonic pressure welding of miniature outlets in high-level integrated circuits
6. 8. Main non-destructive weld testing methods
Non-destructive testing (NDT) is a wide group of analysis techniques used in science and
industry to evaluate the properties of a material, component or system without causing
damage.
In manufacturing, welds are commonly used to join two or more metal surfaces. Because
these connections may encounter loads and fatigue during product lifetime, there is a chance
that they may fail if not created to proper specification. During the process of casting a metal
object, for example, the metal may shrink as it cools, which may introduce voids or cracks
inside the structure. Some typical weld defects that need to be found and repaired in order to
ensure the safe operation of a product are: lack of fusion of the weld to the metal, porous
bubbles inside the weld, and variations in weld density, all of which could cause a structure to
break or a pipeline to rupture.
Welds may be tested using NDT techniques such as industrial radiography using X-rays or
neutrons, liquid penetrant testing and other methods such as acoustic emission. In a perfect
weld, these tests (the system input) would produce known results (such as a known
radiographic response, or a clean penetrant surface). Tests that produce differing results may
indicate flaws that would otherwise cost money, time, and even lives in the case of structures
such as buildings or vehicles. It is important to record results from several different angles to
be able to detect flaws in the weld.