Tr jorge
•
0 gostou•196 visualizações

O documento descreve um processo de encher caixas com ferramentas em 3 linhas de transporte. A linha 1 leva peças para embalagem e é acionada quando há embalagens no sensor 2. Após contar as peças, a caixa cheia é movida para a linha 3, que a transporta até o sensor 3, iniciando um novo ciclo na linha 2. O documento também lista os componentes do sistema, como sensores, motores e cilindros.

Recomendados
Mais conteúdo relacionado
Destaque
Destaque (10)
Tr jorge
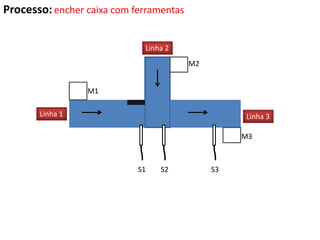
- 1. Processo:encher caixa com ferramentas Linha 2 Linha 3Linha 1 M1 M2 M3 S1 S2 S3
- 2. • Condições de operação: 1. Linha nº1 transporta peças para embalagem. 2. Linha nº2 transporta caixa para recebimento de peças. 3. Linha nº3 transporta caixa com peças no seu interior. 4. A linha nº1 somente pode funcionar se houver embalagem encontrada no sensor 2 (S2), caso contrario a linha deverá funcionar através do motor M2 e trazer embalagens para enchimento. 5. Havendo embalagens a linha nº1 funciona levando componentes que ao passar pelo sensor S1 efetuará contagem das mesmas. 6. Após a contagem estipulada, a linha 1 para e é acionado o cilindro eletro-pneumático CP1 deslocando a caixa cheia para a linha transportadora 3 que irá funcionar até a caixa chegar no sensor S3. 7. Inicia-se novo ciclo da linha transportadora nº2
- 3. Símbolo Operando Função S4 IO.1 Botoeira contato NA liga sistema S0 IO.2 Botoeira contato NF desliga S1 IO.3 Contato NA sensor linha 1 S2 IO.4 Contato NF sensor linha 2 S3 IO.5 Contato NF sensor linha 3 F7 IO.6 Contato térmico NF Motor M1 F8 IO.7 Contato térmico NF Motor M2 F9 IO.8 Contato térmico NF Motor M3 K1 QO.1 Bobina contator K1 K2 QO.2 Bobina contator K2 K3 QO.3 Bobina contator K3 CL1 QO.4 Bobina Cilindro Eletropneumatico