Construccion Diagrama causa efecto (Ishikawa) RM
•
19 gostaram•25,065 visualizações

Presentacion sobre la construcción del diagrama causa efecto o de Ishikawa, realizada, en la asignatura Control Estadistico de la Calidad UC 2 - 2012

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Destaque (10)
Semelhante a Construccion Diagrama causa efecto (Ishikawa) RM
Semelhante a Construccion Diagrama causa efecto (Ishikawa) RM (20)
Mais de Ronald Alexander Medina Pinto
Mais de Ronald Alexander Medina Pinto (20)
Construccion Diagrama causa efecto (Ishikawa) RM
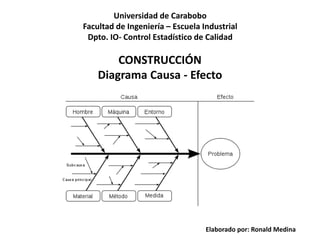
- 1. CONSTRUCCIÓN Diagrama Causa - Efecto Elaborado por: Ronald Medina Universidad de Carabobo Facultad de Ingeniería – Escuela Industrial Dpto. IO- Control Estadístico de Calidad
- 2. Paso 1: Definir, el efecto cuyas causas han sido identificadas. Sencillo Insesgado Especifico
- 3. Paso 2: Colocar en un recuadro a la derecha el EFECTO y dibujar una flecha central apuntándole. Causas Efecto Elaborado por: Ronald Medina
- 4. Paso 3: Identificar las posibles causas que contribuyen al efecto o fenómeno de estudio Causas !!! - BrainStorm - Proceso Logico Paso a Paso Elaborado por: Ronald Medina
- 5. Paso 4: Identificar las causas principales e incluirlas en el diagrama. Productos “5M” - Mano de Obra - Materiales - Metodos - Maquinas - Medidas Servicios “5P” - Personal - Provisiones (Suministros) - Procecidimientos - Puestos - Clientes Clasificar Representar Elaborado por: Ronald Medina
- 6. Paso 5: Añadir causas Secundarias a para cada rama principal. Elaborado por: Ronald Medina
- 7. Paso 6: Añadir causas subsidiarias para las subcausas anotadas. Elaborado por: Ronald Medina
- 8. Paso 7: Comprobar la validez lógica de cada cadena causal Paso 8: Comprobar la integración del diagrama Elaborado por: Ronald Medina
- 9. Paso 9: Conclusión y Resultados Elaborado por: Ronald Medina
- 10. - Puede utilizarse como herramienta de seguimiento. - Funciona, como base en la formulación de teorías, En la relación de las posibles variables , que generan un efecto. - Refleja el impacto de las causas. - Se Refleja el grado de avance del efecto. Elaborado por: Ronald Medina
- 11. - El número de factores causales es infinito - Se pueden encontrar causas inválidas y a partir de estas , se pueden obtener soluciones ineficientes. - No sustituye el análisis de los datos ( Análisis numérico) Elaborado por: Ronald Medina
- 12. Tono de Pintura Fuera de Especificación La empresa XXX, ha presentado problemas sobre los tonos de la pintura aplicada a las piezas, es decir el color aplicado difiere con el requerimiento del cliente, trayendo como consecuencia, desperdicio de material en pintura, solventes, etc., retraso en la producción para limpiar las mangueras y pistolas con el color defectuoso, calibración en la temperatura del horno, velocidad de la cadena de la línea de producción, reclamos al proveedor por insumos defectuosos, y llamados de atención a operarios y supervisores por errores humanos en la línea de producción. Estas actividades traen una disminución en la confianza de los clientes y proveedores, compra de nuevos insumos, re trabajo de piezas, inspección y calibración de maquinarias, aumentando significativamente los costos de mala calidad en la empresa. De forma mas especifica se tiene: Hombre: Los operadores en el área de pintura carece de la capacitación necesaria lo que influyen en como se realiza el pintado, por otra parte en ocasiones por fatiga o por apuro no se vierte la pintura en sus contenedores correcto contaminando los pintura de otro color. Maquina: La pintura se debe aplicar con un nivel de flujo especifico, cuando esto no ocurre se produce fallas en la piezas por escurrido entre otros numerosos defectos, si lo elementos implicados en la pintura como mangueras y/o pistolas no se encuentra con defectos , las piezas recibirán estas falla. Si la temperatura del horno no se encuentra calibrado, el secado de las piezas no será uniforme; mientras que si la velocidad de la cadena no es la indicada el tiempo secado de las piezas no será el adecuado. Medio Ambiente: El aire con, partículas de polvo similares , pueden contaminar los recipiente industriales con pintura, dañando por completo la pintura preparada. Materiales: La calidad del proceso viene en picada por ejemplo cuando se mezcla la pintura con el solvente en proporciones incorrectas, de la misma forma si se utiliza insumos como solventes vencidos la pintura no podrá conversar las características que le son requeridas. Métodos de Trabajo: Actualmente no se dispone de un método exacto que determine la proporción de tiner con la base, al momento de preparar la pintura, por otro lado se observa que los pintores no siguen rigurosamente las instrucciones de trabajo de la empresa relacionado con el numero de capas de pintura que debe llevar cada pieza. Medición: El modo en que se cuantifica este problema viene dado, por la temperatura aplicada a las piezas, la viscosidad de la pintura preparada, la cantidad de piezas que salieron defectuosas , y el tiempo que permanecieron las piezas en el proceso de secado. Elaborado por: Ronald Medina
- 13. Tono de pintura Fuera de Especificación Materiales Método de Trabajo Medida Medio AmbienteMaquinaHombre Aire Baja capacitación Actitud negativa al pintar la pieza Flujo de la pintura Excesivamente Bajo Excesivamente Alto Pintura Vencida Sucia Base incorrecta Solventes Vencida Cantidad incorrecta Fallas Implementos Compresor Pistolas Mangueras Polvo Pelusa Iluminación Humedad Cantidad de Piezas con tono de pintura incorrecto Preparación y llenado de la pintura en un calderin incorrecto Numero de Capas de pintura incorrecta Proporción de Tiner en la mezcla Mezclado y proporción de la pintura con solvente y aditivos Viscosidad Horno Temperatura del horno Temperatura Velocidad de la cadena Tiempo de las piezas en el horno Gas Fatiga Insuficientes Luminarias Incumplimientos de las instrucciones de operación Elaborado por: Ronald Medina