
Recomendados
Mais conteúdo relacionado
Destaque
Destaque (17)
SpeedCore Infografiken
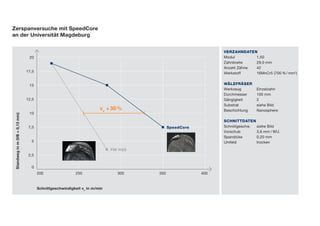
- 1. Zerspanversuche mit SpeedCore an der Universität Magdeburg VERZAHNDATEN 20 Modul 1,50 Zahnbreite 29,0 mm Anzahl Zähne 42 17,5 Werkstoff 16MnCr5 (700 N / mm2) 15 WÄLZFRÄSER Werkzeug Einzelzahn Durchmesser 100 mm 12,5 Gängigkeit 2 Substrat siehe Bild vc + 30 % Beschichtung Nanosphere 10 Standweg in m (VB = 0,13 mm) SCHNITTDATEN 7,5 SpeedCore Schnittgeschw. siehe Bild Vorschub 3,6 mm / WU. Spandicke 0,20 mm 5 Umfeld trocken PM HSS 2,5 0 200 250 300 350 400 Schnittgeschwindigkeit vc in m/min
- 2. Neuer Schneidstoff SpeedCore bei Kunde 1 VERZAHNDATEN 20 Modul 2,50 Zahnbreite 37,5 mm Anzahl Zähne 28 17,5 Werkstoff Einsatzstahl (555 N / mm2) 15 WÄLZFRÄSER Werkzeug Wälzfräser 12,5 Durchmesser 80 mm Gängigkeit 3 vc + 30 % Substrat siehe Bild 10 Beschichtung Nanosphere 7,5 SCHNITTDATEN Schnittgeschw. siehe Bild Vorschub 2,7 mm / WU. 5 Spandicke 0,20 mm Standweg in m PM HSS SpeedCore Umfeld trocken 2,5 0 200 250 300 350 400 Schnittgeschwindigkeit vc in m/min
- 3. Warmhärte und Zähigkeit Vollhartmetall Intermetallische Verbindung Warmhärte – Schnittgeschwindigkeit SpeedCore PM HSS Zähigkeit – Vorschub
- 4. Warmhärte und Zähigkeit Vollhartmetall Warmhärte – Schnittgeschwindigkeit Intermetallische Verbindung SpeedCore PM HSS Zähigkeit – Vorschub
- 5. Produktivitätssteigerung durch SpeedCore 5000 4592 4500 4000 3500 2948 3000 2500 2000 Anzahl von Zahnrädern 1531 1500 983 1000 500 131 204 0 Stück pro Stunde Stück pro Schicht Ausbringung bei bei 7,5 h 3 Schichten PM35 SpeedCore
- 6. Einsparungspotential durch neuen Schneidstoff SpeedCore Werkzeugvergleich Werkzeugkosten / Stückkosten Werkzeugkosten Anzahl Nachschliffe Kosten pro Nachschliff Teile Gesamtkosten Anteilige Werkzeug- inkl. Beschichtung pro Nachschliff Werkzeug inkl. kosten pro Rad Nachschleifkosten PM35 1.000 1.000 1.000 2.794 4.300,00 0,13 SpeedCore 2.500 2.500 2.500 2.794 5.800,00 0,17 Bearbeitungszeit Bearbeitungszeit Stk. pro min. Stk. pro Std. Stk. pro Schicht Ausbringung bei min. pro Stk. sek. pro Stk. bei 7,5 h 3 Schichten PM35 0,458 27,5 2,2 131 983 2.948 SpeedCore 0,294 17,6 3,4 204 1.513 4.592 Einsparung -36% 56% mehr Teile 1.644 Maschinen- Maschinen- Maschinenkosten Anteilige Werkzeug- Bearbeitungs- Einsparung pro stundensatz Minutensatz pro Werkstück kosten pro Rad kosten gesamt Bearbeitung pro Rad PM35 100,00 1,67 0,76 0,13 0,89 SpeedCore 100,00 1,67 0,49 0,17 0,66 -0,23 -26% Anzahl Anzahl Teile Gesamtlebensdauer Nachschliffe pro Nachschliff Werkzeug/Räder PM35 12 2.794 33.528 SpeedCore 12 2.794 33.528
- 7. Wärmebehandlung von Schneidstoffen Austentisieren Austentisieren 1. Anlassen 2. Anlassen 3. Anlassen 1. Anlassen Temperatur Zeit Temperatur Zeit konventioneller PM-HSS intermetallisches Substrat SpeedCore