Planificacion estrategica para empresas que trabajan a pedido como en serie. Forma de administracion de recursos de forma eficiente. La planificacion es la mejor manera de reducir costos a futuro.
LA APLICACIÓN DE LAS PROPIEDADES TEXTUALES A LOS TEXTOS.pdf
Planificacion
1. El proceso de planificación
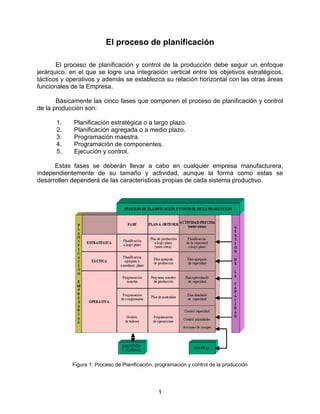
El proceso de planificación y control de la producción debe seguir un enfoque
jerárquico, en el que se logre una integración vertical entre los objetivos estratégicos,
tácticos y operativos y además se establezca su relación horizontal con las otras áreas
funcionales de la Empresa.
Básicamente las cinco fases que componen el proceso de planificación y control
de la producción son:
1. Planificación estratégica o a largo plazo.
2. Planificación agregada o a medio plazo.
3. Programación maestra.
4. Programación de componentes.
5. Ejecución y control.
Estas fases se deberán llevar a cabo en cualquier empresa manufacturera,
independientemente de su tamaño y actividad, aunque la forma como estas se
desarrollen dependerá de las características propias de cada sistema productivo.
Figura 1: Proceso de Planificación, programación y control de la producción
1
2. La Figura 1 resume las principales fases mencionadas junto con los planes que
de ellos se derivan, relacionando por un lado, los niveles de planificación empresarial y
por otro la planificación y gestión de la capacidad.
En el presente artículo se dará mayor énfasis a las fases 2, 3 y 4 del proceso de
planificación, dada su relación directa con lo visto en cátedra.
Planificación a largo plazo
Una de las principales necesidades en el camino para mejorar la competitividad,
es la adopción de una correcta estrategia de operaciones, como una visión de la
función de operaciones que depende de la dirección o impulso generales para la toma
de decisiones. Esta visión, se debe integrar con la estrategia empresarial y con
frecuencia, aunque no siempre, se refleja en un plan formal.
La estrategia de operaciones debe dar como resultado un patrón consistente de
toma de decisiones en las operaciones y una ventaja competitiva para la empresa. Así
mismo, es un aspecto importante a considerar, que dicha estrategia debe especificar la
manera en que la empresa empleará sus capacidades productivas para apoyar la
estrategia corporativa. Todo esto significa, que la estrategia de operaciones debe surgir
de una estrategia empresarial a largo plazo y a su vez, debe integrarse de manera
horizontal con las estrategias de los demás subsistemas de la empresa.
La estrategia de operaciones se constituye como un plan a largo plazo para el
subsistema de operaciones, en el que se recogen los objetivos a lograr y los cursos de
acción, así como la asignación de recursos a los diferentes productos y funciones. Todo
ello debe perseguir el logro de los objetivos globales de la empresa en el marco de su
estrategia corporativa, constituyendo además un patrón consistente para el desarrollo
de las decisiones tácticas y operativas del subsistema. Además, la estrategia de
operaciones debe ser una estrategia funcional que debe guiarse por la estrategia
empresarial y cuyo corazón debe estar constituido por la misión, la competencia
distintiva, los objetivos y las políticas.
Las dos funciones básicas que ha de cumplir la estrategia de operaciones son:
• Servir como marco de referencia para la planificación y control de la producción,
de la cual es su punto de partida.
• Marcar las pautas que permitan apreciar en qué medida el subsistema de
operaciones esta colaborando el logro de la estrategia corporativa.
2
3. Dentro de este propósito, las decisiones básicas que deben ser contempladas
dentro de la estrategia de operaciones son:
• Decisiones de posicionamiento, que afectan la dirección futura de la empresa y
dentro de la cual se incluyen los objetivos a largo plazo, el establecimiento de las
prioridades competitivas, la fijación del modelo de gestión de la calidad, la
selección de productos y la selección de procesos.
• Decisiones de diseño, concernientes al subsistema de operaciones, que implican
compromiso a largo plazo y entre las cuales se encuentran el diseño del
productos y procesos, la mano de obra, la apropiación de nuevas tecnologías,
decisiones de capacidad, localización y distribución de instalaciones y sistemas
de aprovisionamiento.
Planificación agregada.
Grandes fabricantes como Anheuser-Busch, General Electric y Yamaha tienen
que tomar complejas decisiones cuando tratan de programar productos como la
cerveza, el aire acondicionado o los jet-skis, cuya demanda depende en gran medida de
variaciones estacionales. Si las empresas aumentasen el output de los productos y el
verano fuese más caluroso de lo regular, aumentarían sus ventas y su participación en
el mercado. Pero si el verano fuese frío, podrían quedarse en los almacenes muchos
productos caros sin vender. Una de las principales funciones del director de
operaciones es el desarrollo de planes que minimicen los costos relacionados con las
previsiones.
La planificación agregada hace referencia a la determinación de la cantidad y de
la programación de producción para un futuro a medio plazo, generalmente entre 3 y 18
meses. Los directores de operaciones tratan de determinar la mejor manera de
satisfacer la demanda prevista ajustando los ritmos de producción, las necesidades de
mano de obra, los niveles de inventario, la cantidad de horas extras, las tasas de
subcontratación y otras variables controlables. Normalmente, el objetivo de la
planificación agregada es minimizar los costos durante el período que se planifica. Sin
embargo, otros objetivos pueden ser más importantes que un costo reducido. Estas
estrategias deben controlar los niveles de contratación, rebajar los niveles de inventario
o conseguir un alto nivel de servicio.
Para los fabricantes, la programación agregada es el nexo común entre la
planificación de la producción y los objetivos estratégicos de la empresa. En las
empresas de servicios, la programación agregada relaciona los objetivos estratégicos
con la programación de la mano de obra.
3
4. La planificación agregada requiere:
• Una unidad global lógica para medir las ventas y la producción, como ocurre con
las unidades de aire acondicionado en el caso de GE o con las quejas de
cerveza de Anheuser-Busch.
• Una previsión de la demanda en estos términos agregados para un período
razonable a medio plazo.
• Un método para poder determinar los costos.
• Un modelo que combine previsiones y costos, de modo que puedan tomarse
buenas decisiones de programación para el periodo de planificación.
La naturaleza de la planificación agregada:
Tal y como sugiere el nombre, un plan agregado significa combinar los recursos
adecuados en términos generales o globales. Conocida la previsión de la demanda, la
capacidad de las instalaciones, los niveles totales del inventario, la plantilla y los inputs
relacionados, el director de operaciones tiene que seleccionar el volumen de producción
del centro durante los próximos 3 a 18 meses. El plan puede desarrollarse tanto para
empresas manufactureras, para hospitales o empresas diversas, como editoriales.
La planificación agregada es parte de un sistema más amplio de planificación de
la producción. Por tanto, es muy útil entender las relaciones entre el plan y varios
factores internos y externos. El director de operaciones no sólo debe recibir información
sobre las previsiones de demanda del departamento de marketing, sino que también
debe trabajar con datos financieros, de recursos humanos, de capacidad y sobre la
posibilidad de disponer de materias primas. En un entorno de fabricación, el proceso de
dividir la planificación agregada en otros procesos más detallados se denomina
desagregación. La desagregación genera un programa marco de la producción (plan
maestro), que suministra información a los sistemas de planificación de las necesidades
de materiales (MRP), que se refieren a la adquisición o producción de las piezas o
componentes necesarios para hacer el producto final, como se verá más adelante.
Estrategias de la planificación agregada:
Existen varias preguntas a la que el director de operaciones debe responder
cuando hace un plan agregado:
• ¿Se deben utilizar los inventarios para absorber los cambios de la demanda
durante el periodo de planificación?
• ¿Debe la empresa hacer frente a las fluctuaciones variando la cantidad de
personal?
4
5. • ¿Debe utilizar empleados a tiempo parcial o potenciar las horas extra y las
iniciativas para absorber las fluctuaciones?
• ¿Debe utilizarse la subcontratación cuando hay fluctuaciones de la demanda
para mantener la cantidad de personal constante?
• ¿Deberían modificarse los precios u otros factores para influir sobre la demanda?
Todas las preguntas anteriores son estrategias legítimas de planificación
disponibles. Suponen la variación del inventario, de las tasas de producción, de los
niveles de trabajo, de la capacidad y de otras variables controlables. En la Tabla 1 a
continuación, se presentan ocho opciones. Las cinco primeras se denominan opciones
de capacidad, porque no tratan de modificar la demanda, sino que intentan absorber
sus fluctuaciones. Las tres últimas son opciones de demanda; mediante ellas, las
empresas tratan de influir sobre el modelo de demanda, para suavizar sus cambios
durante el periodo de planificación.
Opciones de capacidad Opciones de demanda
Cambiar los niveles de existencias del
inventario
Influir sobre la demanda
Variar la cantidad de personal,
contratando o despidiendo
temporalmente
Retener pedidos durante los periodos de
alta demanda
Variar las tasas de producción
mediante horas extra o aprovechando
las horas de inactividad
Combinación de productos y servicios
con ciclos de demanda complementaria.
Subcontratar
Utilizar empleados a tiempo parcial
Tabla 1: Estrategias de planificación agregada.
5
6. Plan maestro de producción
Un plan maestro de producción (plan marco) especifica lo que se va a hacer, es
decir, el número de productos o artículos acabados, y cuándo. El programa debe ser
coherente con un plan de producción. El plan de producción establece el nivel global del
output en términos generales, por ejemplo, familias de productos, horas estándar o
volumen en dólares. Estos planes incluyen luna variedad de inputs, como los planes
financieros, la demanda de los clientes, las capacidades de ingeniería, la disponibilidad
de mano de obra, las fluctuaciones del inventario, el seguimiento de proveedores y
otras consideraciones. Cada uno de estos inputs contribuye a su manera al plan de
producción, como se muestra en la Figura 2:
Figura 2: El proceso de planificación
A medida que el proceso de planificación avanza del plan de producción hacia su
ejecución, han de ser factibles cada uno de los planes del nivel inferior. Cuando no es
así, se informa al nivel superior anterior para efectuar el ajuste necesario. Una de las
principales virtudes de la MRP es su capacidad para determinar de forma precisa la
factibilidad de un programa teniendo en cuenta las restricciones de capacidad. Este
proceso de planificación puede dar excelentes resultados. El plan de producción
establece los límites superiores e inferiores para el plan maestro de producción.
6
7. Un plan maestro de producción dice lo que es necesario para satisfacer la
demanda y cumplir con el plan de producción. Este programa establece qué artículos
hay que realizar y cuándo: desagrega el plan de producción agregada. Mientras el plan
de producción agregada se define en términos muy amplios, como familias de
productos o toneladas de acero, el plan maestro de producción se define en función de
productos específicos.
Los directores deben ajustarse al programa durante un periodo razonable,
normalmente una proporción importante del ciclo de producción: el tiempo que lleva
producir un artículo. Muchas organizaciones establecen un plan maestro de producción
y definen una política consistente en no cambiar (“fijar”) la proporción a corto plazo del
plan. Esta proporción a corto plazo del plan se conoce como “programa fijo” o
“congelado”. Sólo se permiten cambios fuera del programa fijo. Luego el programa se
convierte en un programa de producción “móvil”. Por ejemplo, a un programa fijo de
siete semanas se le añade una semana adicional cada vez que acaba una semana,
manteniendo así un programa fijo de siete semanas. Hay que darse cuenta de que el
plan maestro de producción es una relación de lo que tiene que producirse, no un
pronóstico de la demanda. El plan maestro de producción puede expresarse en
cualquiera de los siguientes términos:
1. Pedido de un cliente en una empresa organizada por talleres (fabricación por
pedidos)
2. Módulos en un entorno repetitivo (montaje para inventario)
3. Producto final en un entorno continuo (fabricación para inventario)
Esta relación entre el plan maestro de producción y los procesos se muestra en
la Figura 3:
Figura 3: Enfoque típico del plan maestro de producción en tres estrategias de proceso
7
8. MRP: Material Requirements Planning
Aunque la mayoría de los sistemas de planificación de las necesidades de
materiales o MRP, por sus siglas en inglés, están informatizados, el procedimiento es
sencillo, y puede realizarse a mano. El plan maestro de producción, las listas de
materiales, los registros de compras del inventario y los plazos de entrega de cada
artículo, son los ingredientes de un sistema MRP, como se puede apreciar en la Figura
4:
Figura 4: Estructura del sistema MRP
Una vez que los componentes están disponibles y son exactos, el siguiente paso
es construir un plan de necesidades brutas de materiales. El plan de necesidades
brutas de materiales es una programación. Ésta combina un programa marco de
producción y la programación desplazada en el tiempo (Figura 5), nos indica cuándo
debe pedirse un artículo a los proveedores si no hay ninguno disponible en ese
momento en inventario, o cuándo debe iniciarse la producción de un artículo para
satisfacer la demanda de productos terminados en una fecha determinada.
El plan de necesidades de materiales no es estático. Las listas de materiales y
los planes de necesidades de materiales se alteran a medida que se producen cambios
en el diseño, en los programas, y en los procesos de producción. Además, los cambios
aparecen en las necesidades de materiales siempre que se modifique el programa
marco de producción. Independientemente de la causa de cualquier cambio, el modelo
MRP puede ser manipulado para reflejar estos cambios. De este modo, es posible
cualquier actualización de la programación de las necesidades.
8
9. Figura 5: Estructura del producto desplazado en el tiempo.
Ejecución y control de la producción
El último paso dentro del proceso jerárquico de planificación y control, lo
constituye el programa final de operaciones, el cual le permitirá saber a cada trabajador
o a cada responsable de un centro de trabajo lo que debe hacer para cumplir el MRP y
con el plan maestro, el plan agregado y los planes estratégicos de la empresa.
Referencias:
• “Dirección de la Producción, Decisiones Estratégicas”, de Jay Heizer y Barry
Render, 6ª edición, Capítulo 3: “Planificación agregada” y Capítulo 4:
“Planificación de las necesidades de materiales”
• “El proceso de planificación, programación y control de la producción, una
aproximación teórica y conceptual”, de William Sarache. Artículo publicado en
www.gestiopolis.com
FGD/11.08.05
9